Solucionar o almohadillado em superfícies de impressão 3D
Um defeito comum na impressão 3D por FDM é o almohadillado ou pillowing. Esse problema surge porque as camadas que formam a face superior do objeto carecem de um suporte adequado por baixo. 🛠️
Por que a superfície afunda?
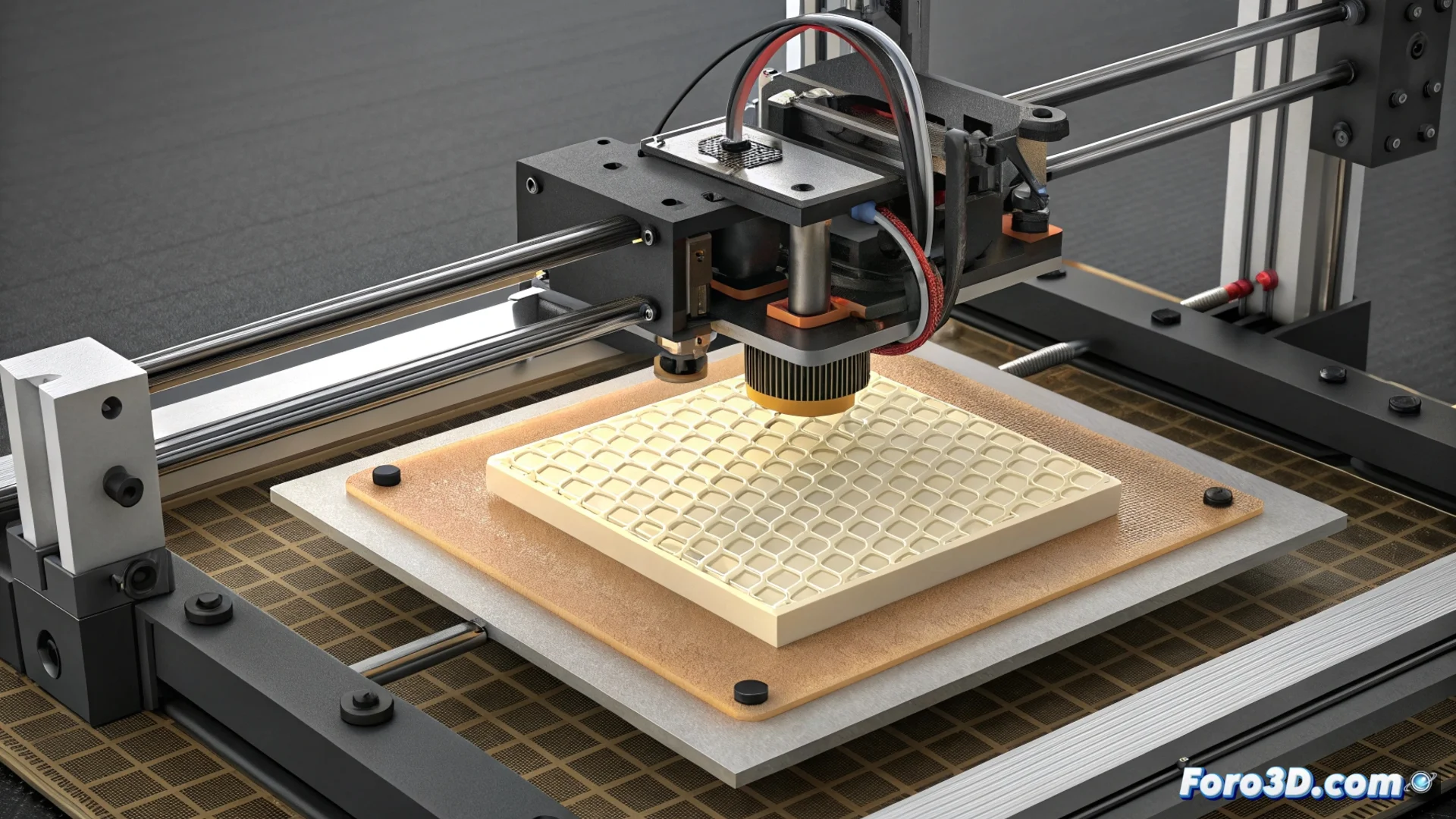
O recheio interno, ao configurá-lo com uma porcentagem baixa, deixa espaços amplos. Quando o bico extruda plástico fundido para criar a camada superior, esse material se curva ou desaba para esses vazios ao esfriar, gerando uma textura inchada e irregular.
Fatores chave que causam o defeito:- Um número insuficiente de camadas sólidas superiores na configuração do slicer.
- Uma densidade de recheio muito baixa, que não sustenta o teto da peça.
- Um resfriamento rápido que contrai o plástico sobre uma estrutura fraca.
Parece que a impressora decide adicionar uma textura especial indesejada na parte superior do seu modelo.
Ajustar as camadas superiores
A estratégia mais eficaz para evitar que o plástico afunde é aumentar as camadas sólidas superiores. Ao adicionar mais camadas, as tensões são distribuídas e se constrói uma base mais rígida. 🏗️
Como configurar corretamente:- Programe pelo menos quatro ou cinco camadas superiores no seu software de slicer.
- Isso permite que o material esfrie de forma mais gradual e uniforme sobre o recheio.
- O resultado é uma superfície final notavelmente mais lisa e plana.
Reforçar o suporte interno
Modificar o padrão e a densidade do recheio oferece um apoio mais direto. Uma porcentagem mais alta reduz o tamanho dos vazios sob a superfície.
Parâmetros recomendados para otimizar:- Aumente a porcentagem de recheio para valores como 25% ou 30%.
- Isso gera uma malha de suporte mais densa e contínua que evita que o plástico se curve.
- Para os melhores resultados, combine um recheio mais denso com mais camadas sólidas superiores.
Dica final para peças perfeitas
Se você busca superfícies superiores impecáveis, não subestime esses dois