Como resolver o problema de fios de filamento na impressão 3D
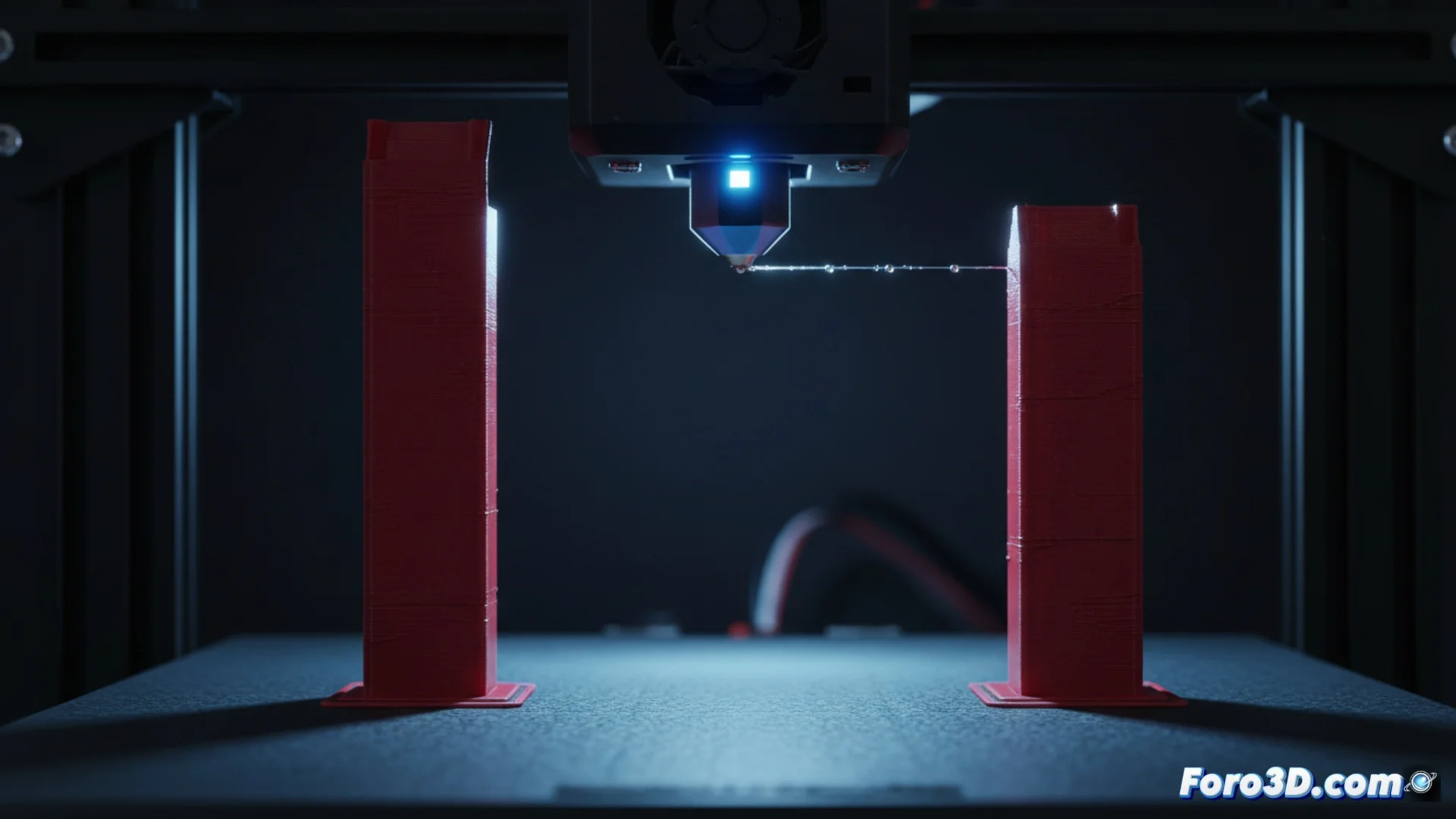
Um dos defeitos mais comuns ao imprimir em 3D é a aparição de finos fios de plástico que conectam partes da peça onde não deveriam existir. Esse fenômeno, chamado stringing ou oozing, acontece porque o material fundido escapa pela boquilla quando o cabeçal se move de um lugar para outro sem depositar filamento. Para conseguir acabamentos limpos e precisos, é fundamental configurar corretamente o software de fatiamento. 🧵
Otimizar a retração do extrusor
A estratégia principal para combater esse defeito se centra em modificar os parâmetros de retração. Esse processo consiste em o extrusor retrair uma porção de filamento para gerar um vácuo parcial na zona fundida, o que evita que o plástico goteje por inércia ou gravidade. Para que seja efetivo, deve-se aumentar tanto a distância que se retrai quanto a velocidade com que se executa esse movimento. Uma retração mais longa cria um efeito de sucção mais potente, enquanto uma velocidade maior reduz a janela de tempo em que o material pode vazar. Esses ajustes se materializam no código G por meio de comandos como G10 (retraír) e G11 (retomar), ou através de valores negativos no eixo E do extrusor.
Parâmetros chave a modificar:- Comprimento de retração: Aumentar esse valor para lograr uma sucção mais efetiva na câmara quente.
- Velocidade de retração: Configurar uma velocidade alta para que o movimento de retração seja rápido e preciso.
- Comportamento em viagens: Garantir que a retração se ative em todos os movimentos de deslocamento sem extrusão.
Uma retração bem ajustada é a barreira mais eficaz contra os fios de plástico indesejados durante as viagens do cabeçal.
Ajustes complementares no fatiador
Embora configurar a retração seja o passo mais importante, outros fatores na configuração de impressão também contribuem para minimizar o stringing. Uma temperatura da boquilla muito elevada faz com que o filamento seja excessivamente fluido e propenso a gotejar; reduzi-la alguns graus pode fazer uma grande diferença. Da mesma forma, aumentar a velocidade dos deslocamentos em vazio faz com que o cabeçal passe mais rápido sobre buracos, deixando menos tempo para que o material se infiltre. Muitos programas de fatiamento incluem funções avançadas como retratação em combing (que evita cruzar contornos exteriores) ou z-hop (que eleva ligeiramente o cabeçal ao viajar), as quais previnem que a boquilla roce a peça e arraste fios.
Outras configurações a revisar:- Temperatura de extrusão: Testar baixar a temperatura do hotend em incrementos de 5°C.
- Velocidade de viagem: Estabelecer uma velocidade alta para os movimentos sem extrusão.
- Funções do fatiador: Ativar opções como "Combing" ou "Z Hop" quando estiverem disponíveis.
Quando o problema persiste
Em ocasiões, o stringing continua apesar de ter afinado todos os ajustes do software. Isso geralmente é um indicador claro de que o filamento absorveu umidade do ambiente. O plástico com umidade se vaporiza dentro do hotend, criando bolhas e fazendo com que o material flua de maneira irregular e vaze com facilidade. Nesses casos, a solução passa por secar o filamento usando um desidratador ou uma fonte de calor suave e controlada. É uma situação frustrante onde, em vez de construir o modelo, a impressora parece se dedicar a tecer uma teia de plástico ao redor da peça. 🔧