Cómo resolver el problema de hilos de filamento en impresión 3d
Cómo resolver el problema de hilos de filamento en impresión 3d
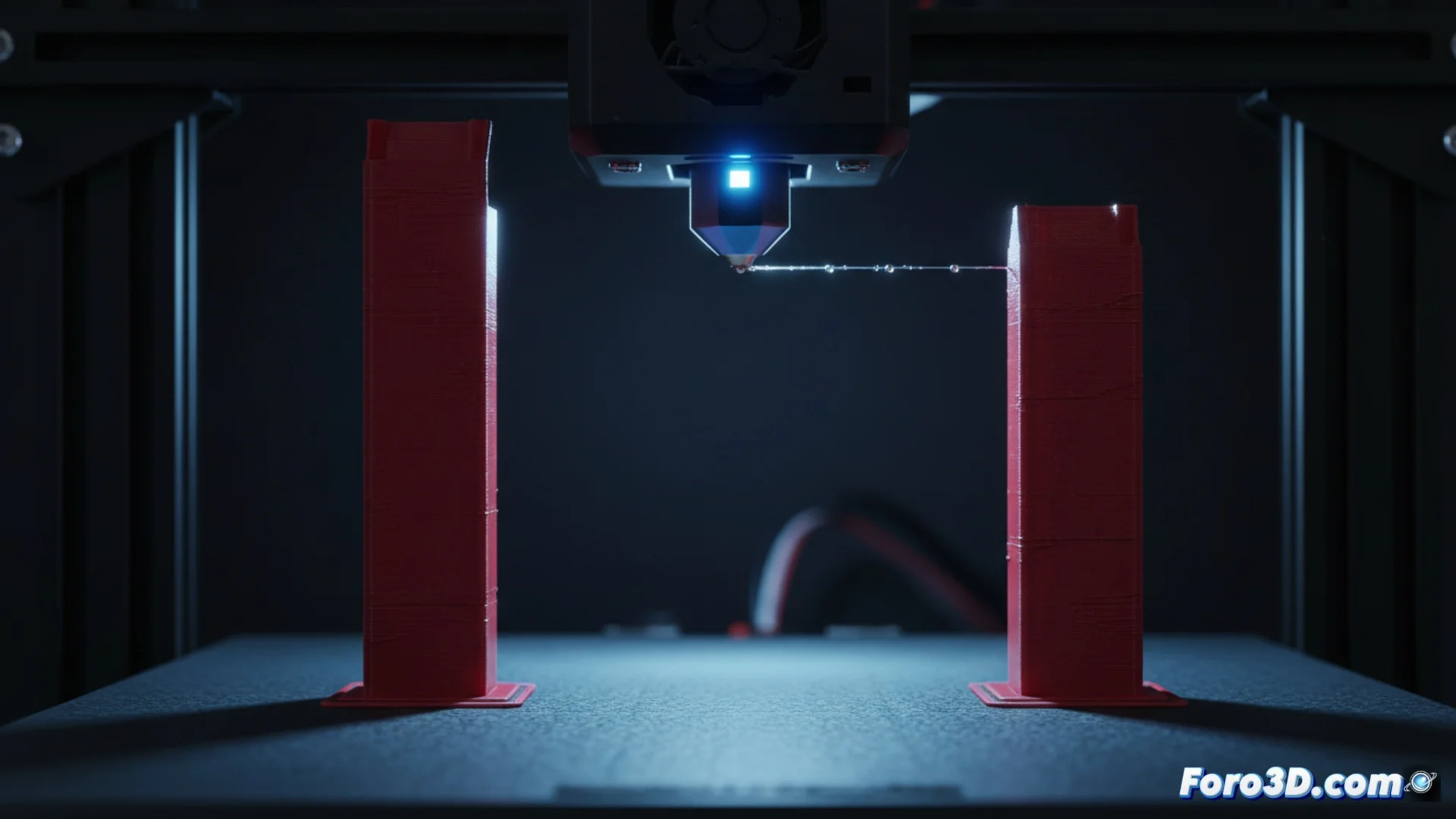
Uno de los defectos más comunes al imprimir en 3D es la aparición de finos hilos de plástico que conectan partes de la pieza donde no deberían existir. Este fenómeno, llamado stringing o oozing, sucede porque el material fundido se escapa por la boquilla cuando el cabezal se mueve de un lugar a otro sin depositar filamento. Para conseguir acabados limpios y precisos, es fundamental configurar correctamente el software de laminado. 🧵
Optimizar la retracción del extrusor
La estrategia principal para combatir este defecto se centra en modificar los parámetros de retracción. Este proceso consiste en que el extrusor retrae una porción de filamento para generar un vacío parcial en la zona fundida, lo que evita que el plástico gotee por inercia o gravedad. Para que sea efectivo, se debe incrementar tanto la distancia que se retrae como la velocidad a la que se ejecuta este movimiento. Una retracción más larga crea un efecto de succión más potente, mientras que una velocidad mayor reduce la ventana de tiempo en la que el material puede rezumar. Estos ajustes se materializan en el código G mediante comandos como G10 (retraer) y G11 (reanudar), o a través de valores negativos en el eje E del extrusor.
Parámetros clave a modificar:- Longitud de retracción: Aumentar este valor para lograr una succión más efectiva en la cámara caliente.
- Velocidad de retracción: Configurar una velocidad alta para que el movimiento de retraer sea rápido y preciso.
- Comportamiento en viajes: Asegurarse de que la retracción se active en todos los movimientos de desplazamiento sin extruir.
Una retracción bien ajustada es la barrera más eficaz contra los hilos de plástico no deseados durante los viajes del cabezal.
Ajustes complementarios en el laminador
Aunque configurar la retracción es el paso más importante, otros factores en la configuración de impresión también contribuyen a minimizar el stringing. Una temperatura de la boquilla demasiado elevada hace que el filamento sea excesivamente fluido y propenso a gotear; reducirla unos grados puede marcar una gran diferencia. Asimismo, aumentar la velocidad de los desplazamientos en vacío hace que el cabezal pase más rápido sobre huecos, dejando menos tiempo para que el material se filtre. Muchos programas de laminado incluyen funciones avanzadas como retracción en combing (que evita cruzar contornos exteriores) o z-hop (que eleva ligeramente el cabezal al viajar), las cuales previenen que la boquilla roce la pieza y arrastre hilos.
Otras configuraciones a revisar:- Temperatura de extrusión: Probar a bajar la temperatura del hotend en incrementos de 5°C.
- Velocidad de viaje: Establecer una velocidad alta para los movimientos sin extrusión.
- Funciones del laminador: Activar opciones como "Combing" o "Z Hop" cuando estén disponibles.
Cuando el problema persiste
En ocasiones, el stringing continúa a pesar de haber afinado todos los ajustes del software. Esto suele ser un indicador claro de que el filamento ha absorbido humedad del ambiente. El plástico con humedad se vaporiza dentro del hotend, creando burbujas y haciendo que el material fluya de manera irregular y rezume con facilidad. En estos casos, la solución pasa por secar el filamento usando un deshidratador o una fuente de calor suave y controlada. Es una situación frustrante donde, en lugar de construir el modelo, la impresora parece dedicarse a tejer una telaraña de plástico alrededor de la pieza. 🔧