3D 프린팅에서 필라멘트 실 문제 해결 방법
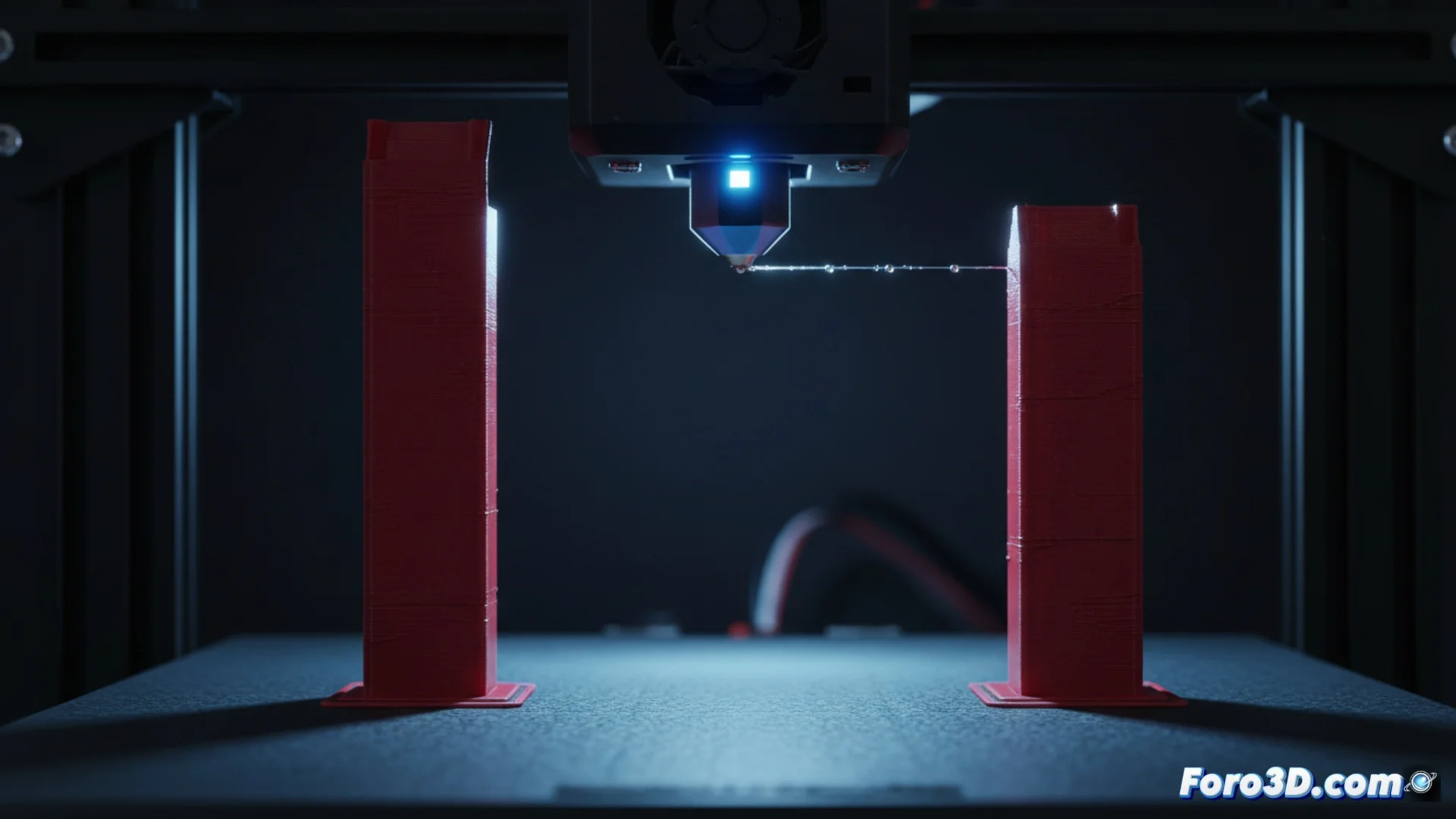
3D 프린팅에서 가장 흔한 결함 중 하나는 부품의 연결되지 않아야 할 부분 사이에 얇은 플라스틱 실이 나타나는 것입니다. 이 현상은 stringing 또는 oozing이라고 불리며, 노즐에서 용융된 재료가 필라멘트를 퇴적하지 않고 헤드가 한 곳에서 다른 곳으로 이동할 때 새어 나오기 때문에 발생합니다. 깨끗하고 정밀한 마감물을 얻기 위해 슬라이싱 소프트웨어를 올바르게 설정하는 것이 필수적입니다. 🧵
익스트루더 리트랙션 최적화
이 결함을 극복하기 위한 주요 전략은 리트랙션 매개변수를 수정하는 데 중점을 둡니다. 이 과정은 익스트루더가 필라멘트의 일부를 후퇴시켜 용융 영역에 부분적인 진공을 생성하여 플라스틱이 관성이나 중력으로 인해 떨어지는 것을 방지합니다. 효과적이 되기 위해서는 후퇴 거리와 이 움직임을 실행하는 속도를 증가시켜야 합니다. 더 긴 리트랙션은 더 강력한 흡입 효과를 생성하며, 더 높은 속도는 재료가 스며들 수 있는 시간 창을 줄입니다. 이러한 조정은 G10(후퇴) 및 G11(재개) 명령이나 익스트루더 E축의 음수 값으로 G코드에 구현됩니다.
수정할 주요 매개변수:- 리트랙션 길이: 핫엔드에서 더 효과적인 흡입을 위해 이 값을 증가시킵니다.
- 리트랙션 속도: 후퇴 움직임이 빠르고 정밀하게 되도록 높은 속도를 설정합니다.
- 이동 중 동작: 압출 없이 이동하는 모든 움직임에서 리트랙션이 활성화되도록 합니다.
잘 조정된 리트랙션은 헤드 이동 중 원치 않는 플라스틱 실에 대한 가장 효과적인 장벽입니다.
슬라이서의 보완 설정
리트랙션을 설정하는 것이 가장 중요한 단계이지만, 인쇄 설정의 다른 요소들도 stringing을 최소화하는 데 기여합니다. 노즐 온도가 너무 높으면 필라멘트가 과도하게 유동적이고 떨어지기 쉬워집니다. 온도를 몇 도 낮추는 것만으로 큰 차이를 만들 수 있습니다. 마찬가지로, 빈 이동 속도를 증가시키면 헤드가 공백 위를 더 빨리 지나가서 재료가 스며들 시간이 줄어듭니다. 많은 슬라이싱 프로그램은 combing 리트랙션(외부 윤곽을 건너뛰는 것을 피함)이나 z-hop(이동 시 헤드를 약간 들어올림)과 같은 고급 기능을 포함하며, 이는 노즐이 부품을 스치거나 실을 끌어당기는 것을 방지합니다.
검토할 다른 설정:- 압출 온도: 핫엔드 온도를 5°C 단위로 낮춰 테스트합니다.
- 이동 속도: 압출 없는 움직임에 높은 속도를 설정합니다.
- 슬라이서 기능: 사용 가능한 경우 "Combing" 또는 "Z Hop" 옵션을 활성화합니다.
문제가 지속될 때
때때로 소프트웨어의 모든 설정을 조정한 후에도 stringing이 계속됩니다. 이는 필라멘트가 환경의 습기를 흡수했다는 명확한 지표입니다. 습기를 흡수한 플라스틱은 핫엔드 안에서 증발하여 기포를 생성하고 재료가 불규칙하게 흐르며 쉽게 스며듭니다. 이러한 경우 해결책은 탈수기나 부드럽고 제어된 열원으로 필라멘트를 건조하는 것입니다. 모델을 구축하는 대신 프린터가 부품 주위에 플라스틱 거미줄을 짜는 듯한 좌절스러운 상황입니다. 🔧