3D 프린팅 표면의 볼록함(pillowing) 해결하기
FDM 3D 프린팅에서 흔한 결함은 볼록함 또는 pillowing입니다. 이 문제는 물체의 상단 면을 형성하는 레이어들이 아래에서 적절한 지지를 받지 못하기 때문에 발생합니다. 🛠️
왜 표면이 움푹 파일까?
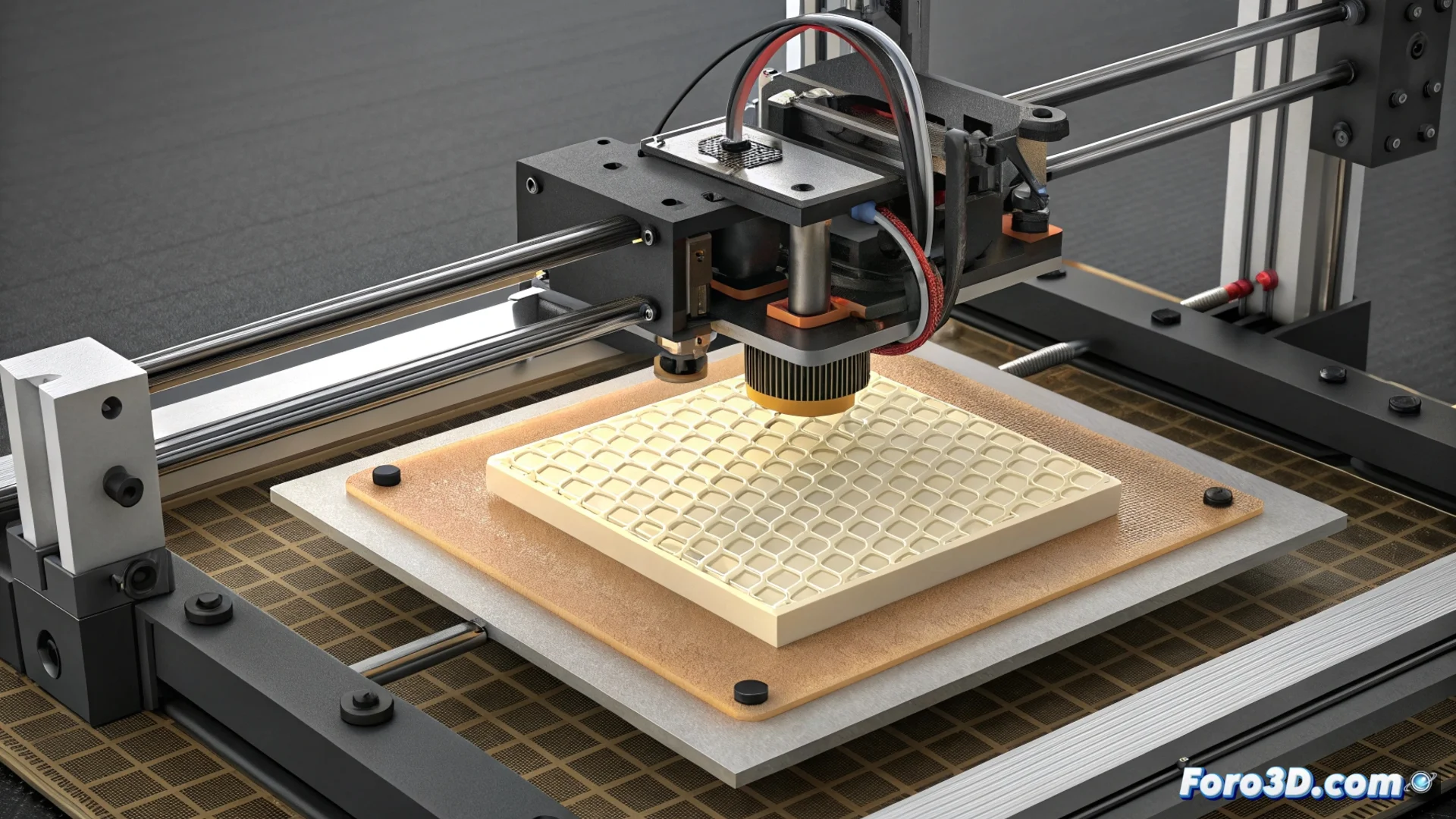
내부 채움을 낮은 비율로 설정하면 넓은 공간이 생깁니다. 노즐이 상단 레이어를 만들기 위해 녹인 플라스틱을 압출할 때, 이 재료는 냉각되면서 그 빈 공간으로 휘거나 무너져 불규칙하고 볼록한 질감을 만듭니다.
결함을 일으키는 주요 요인:- 슬라이서 설정에서 상단 솔리드 레이어 수가 부족함.
- 부품의 지붕을 지탱하지 못할 정도로 채움 밀도가 너무 낮음.
- 약한 구조 위에서 플라스틱을 빠르게 수축시키는 급속 냉각.
프린터가 모델 상단에 원치 않는 특별한 질감을 추가하기로 결정한 것처럼 보입니다.
상단 레이어 조정하기
플라스틱이 움푹 파이지 않도록 하는 가장 효과적인 전략은 상단 솔리드 레이어 수를 늘리는 것입니다. 더 많은 레이어를 추가하면 응력이 분산되고 더 단단한 기반이 구축됩니다. 🏗️
올바르게 설정하는 방법:- 슬라이싱 소프트웨어에서 최소 4~5개의 상단 레이어를 설정하세요.
- 이렇게 하면 재료가 채움 위에서 더 점진적이고 균일하게 냉각됩니다.
- 결과는 눈에 띄게 더 부드럽고 평평한 최종 표면입니다.
내부 지지 강화하기
채움 패턴과 밀도를 수정하면 더 직접적인 지지를 제공합니다. 더 높은 비율은 표면 아래 빈 공간의 크기를 줄입니다.
최적화를 위한 추천 매개변수:- 채움 비율을 25% 또는 30% 같은 값으로 증가시키세요.
- 이것은 플라스틱이 휘는 것을 방지하는 더 조밀하고 연속적인 지지 메쉬를 생성합니다.
- 최상의 결과를 위해 조합하세요: 더 조밀한 채움과 더 많은 상단 솔리드 레이어.
완벽한 부품을 위한 최종 팁
완벽한 상단 표면을 원한다면 이 두 가지를 과소평가하지 마세요