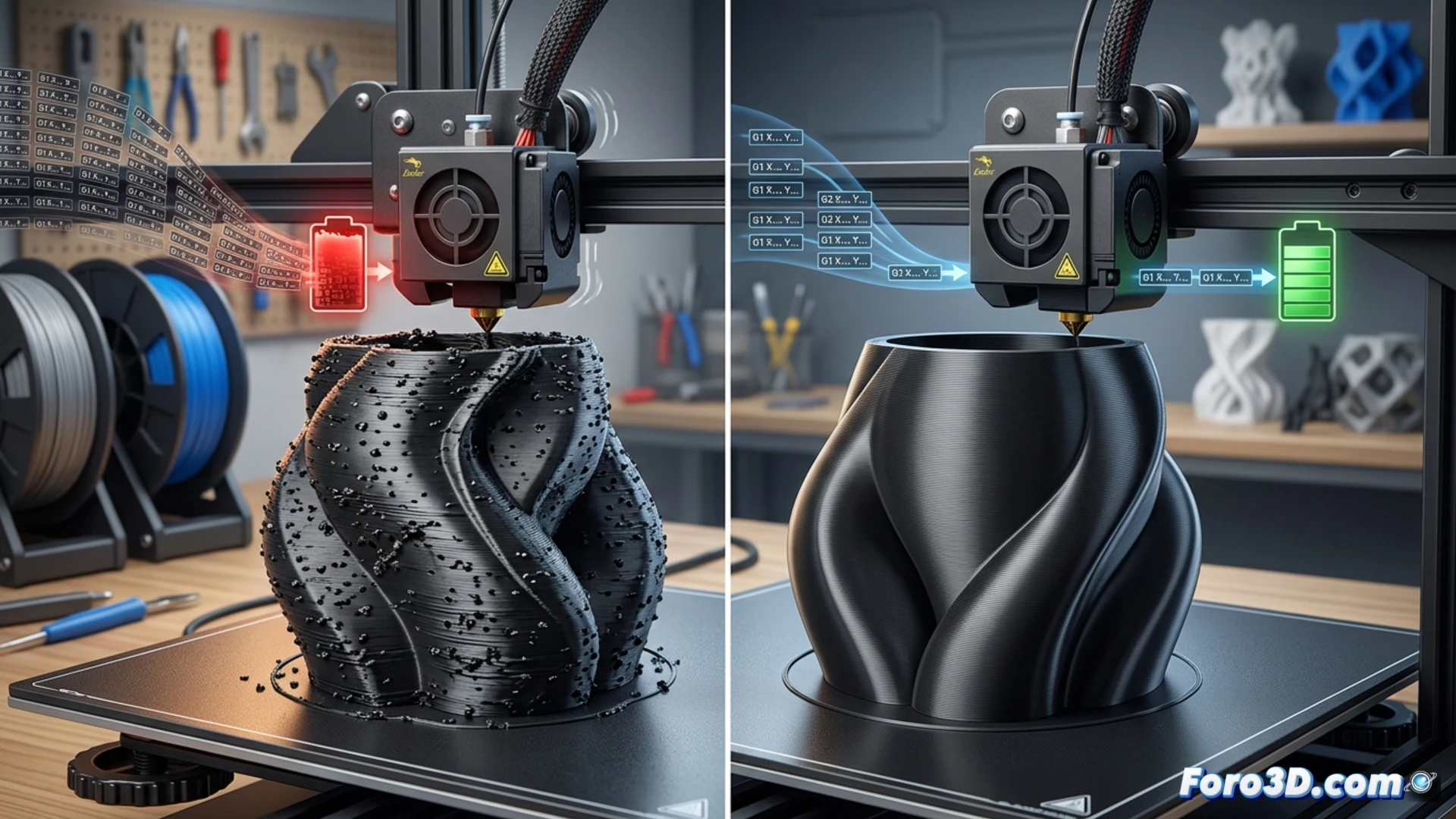
3Dプリントの曲面に粒や欠陥があることに気づきましたか?特に高解像度のモデルで。この一般的な問題は、スタッタリングまたはバッファーアンダーランとして知られており、機械的な故障ではなくソフトウェアの制限です。プリンターが小さすぎるG1コマンドの洪水を高速で受け取ると、移動バッファーが飽和します。マシンは命令キューを処理するために微小な一時停止をし、目に見える跡を残します。幸い、印刷前にG-codeを最適化することで直接解決できます。
技術的な原因:コマンドバッファーの飽和 🔍
原因は、3Dジオメトリがマシンへの指示にどのように変換されるかです。スライサーは完璧な曲線を数千の小さな直線セグメント(G1コマンド)に変換します。非常に複雑なモデルでは、極端に短い線形移動の大量のシーケンスが発生します。プリンターの限られたメモリとプロセッサは、必要な速度でこれらを処理できません。内部バッファーが満杯になり、モーターを一時的に停止して追いつく必要があります。これが表面に粒として現れます。これはファイルと電子機器間の通信のボトルネックです。
2つの実践的な解決策:コードの簡略化 ⚙️
最終的な解決策はコマンド数を減らすことです。2つのアプローチがあります。まず、プラグインArc Welder(OctoPrint用または独立ツールとして)を使用します。このソフトウェアはG-codeを後処理し、弧を形成するG1シーケンスを検出して、単一のG2またはG3弧コマンドに置き換え、指示数を劇的に減らします。2番目の予防策は、スライサーで最大解像度またはメッシュ許容誤差の設定を探し、その値を増やします(例:0.01 mmから0.05 mmへ)。これにより、曲線でより長い直線セグメントをエクスポートし、根本から過負荷を避けます。
3Dプリントの曲線から粒とスタッタリングをどのように除去し、モデルの詳細を失わずに済ませるか?
(P.S.:ベッドのレベリングを忘れずに、さもなくばあなたのプリントは抽象芸術のように見えます)