¿Has notado granos o defectos en las superficies curvas de tus impresiones 3D, especialmente en modelos de alta resolución? Este problema común, conocido como tartamudeo o buffer underrun, no es un fallo mecánico, sino una limitación de software. Ocurre cuando la impresora recibe una avalancha de comandos G1 demasiado pequeños y rápidos, saturando su buffer de movimiento. La máquina debe hacer pausas microscópicas para procesar la cola de instrucciones, dejando marcas visibles. Afortunadamente, tiene solución directa optimizando el código G-code antes de imprimir.
La causa técnica: saturación del buffer de comandos 🔍
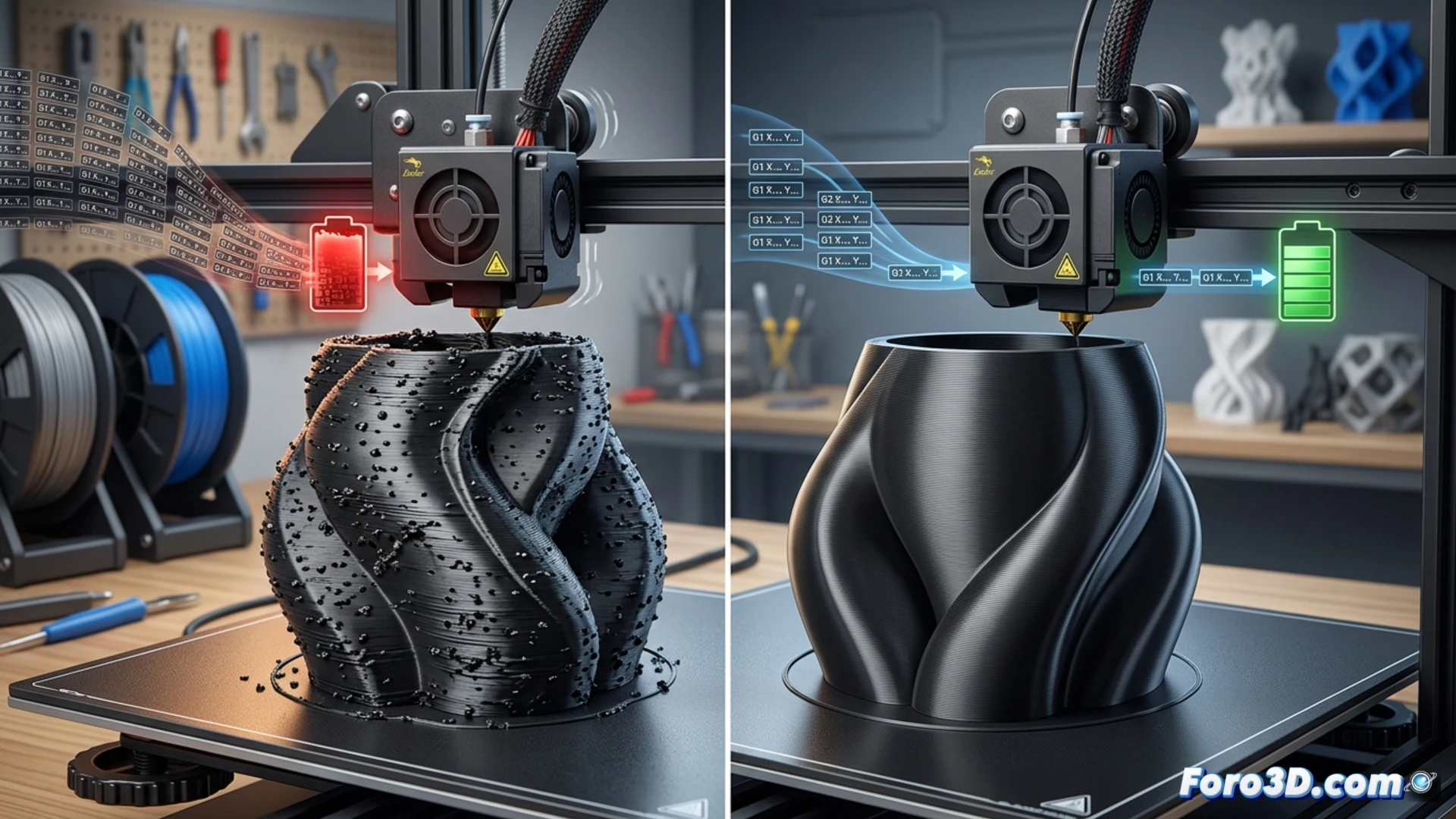
El origen está en cómo se traduce la geometría 3D a instrucciones para la máquina. Los laminadores convierten curvas perfectas en miles de diminutos segmentos rectos (comandos G1). En un modelo muy complejo, esto genera una secuencia masiva de movimientos lineales extremadamente cortos. La impresora, con su memoria y procesador limitados, no puede ingerirlos a la velocidad requerida. Su buffer interno se llena y debe detener brevemente los motores para ponerse al día, creando esas pausas que se materializan como granos en la superficie. Es un cuello de botella de comunicación entre el archivo y la electrónica.
Dos soluciones prácticas: simplificar el código ⚙️
La solución definitiva es reducir el número de comandos. Puedes abordarlo desde dos frentes. Primero, usando el plugin Arc Welder (para OctoPrint o como herramienta independiente). Este software post-procesa el G-code, detectando secuencias de G1 que forman arcos y los reemplaza por un único comando G2 o G3 de arco, reduciendo drásticamente la cantidad de instrucciones. La segunda opción es preventiva: en tu laminador, busca el ajuste de Resolución máxima o Tolerancia de malla y aumenta su valor (por ejemplo, de 0.01 mm a 0.05 mm). Esto exportará segmentos rectos más largos en las curvas, evitando la sobrecarga desde el origen.
¿Cómo eliminar los granos y tartamudeos en las curvas de tus impresiones 3D sin perder detalle en el modelo?
(PD: que no se te olvide nivelar la cama, o tu impresión parecerá arte abstracto)