Risolvere l'imbottitura sulle superfici di stampa 3D
Un difetto comune nella stampa 3D FDM è l'imbottitura o pillowing. Questo problema sorge perché i layer che formano la faccia superiore dell'oggetto mancano di un supporto adeguato dal basso. 🛠️
Perché la superficie si affossa?
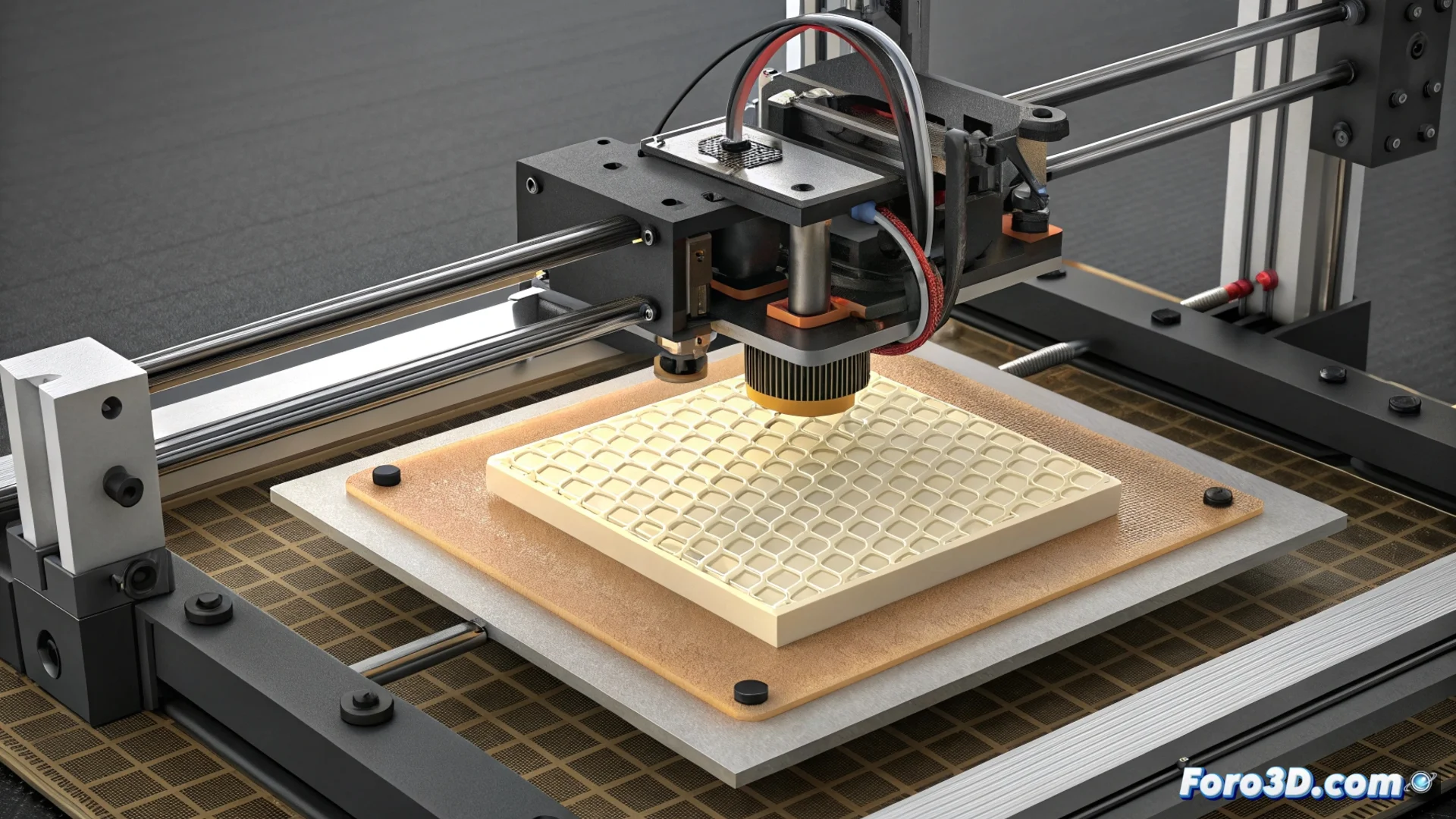
Il riempimento interno, impostato con una percentuale bassa, lascia spazi ampi. Quando la bocchetta estrude plastica fusa per creare il layer superiore, questo materiale si incurva o collassa verso quei vuoti raffreddandosi, generando una texture gonfia e irregolare.
Fattori chiave che causano il difetto:- Un numero insufficiente di layer solidi superiori nella configurazione del slicer.
- Una densità di riempimento troppo bassa, che non sostiene il tetto del pezzo.
- Un raffreddamento rapido che contrae la plastica su una struttura debole.
Sembra che la stampante decida di aggiungere una texture speciale non desiderata alla parte superiore del tuo modello.
Regolare i layer superiori
La strategia più efficace per evitare che la plastica si affossi è aumentare i layer solidi superiori. Aggiungendo più layer, si distribuiscono le tensioni e si costruisce una base più rigida. 🏗️
Come configurare correttamente:- Imposta almeno quattro o cinque layer superiori nel tuo software di slicer.
- Ciò permette al materiale di raffreddarsi in modo più graduale e uniforme sul riempimento.
- Il risultato è una superficie finale notevolmente più liscia e piana.
Rinforzare il supporto interno
Modificare il pattern e la densità del riempimento offre un supporto più diretto. Una percentuale più alta riduce la dimensione dei vuoti sotto la superficie.
Parametri raccomandati per ottimizzare:- Aumenta la percentuale di riempimento a valori come 25% o 30%.
- Ciò genera una mesh di supporto più densa e continua che evita che la plastica si incurvi.
- Per i migliori risultati, combina un riempimento più denso con più layer solidi superiori.
Consiglio finale per pezzi perfetti
Se cerchi superfici superiori impeccabili, non sottovalutare questi due