Come risolvere il problema dei fili di filamento nella stampa 3D
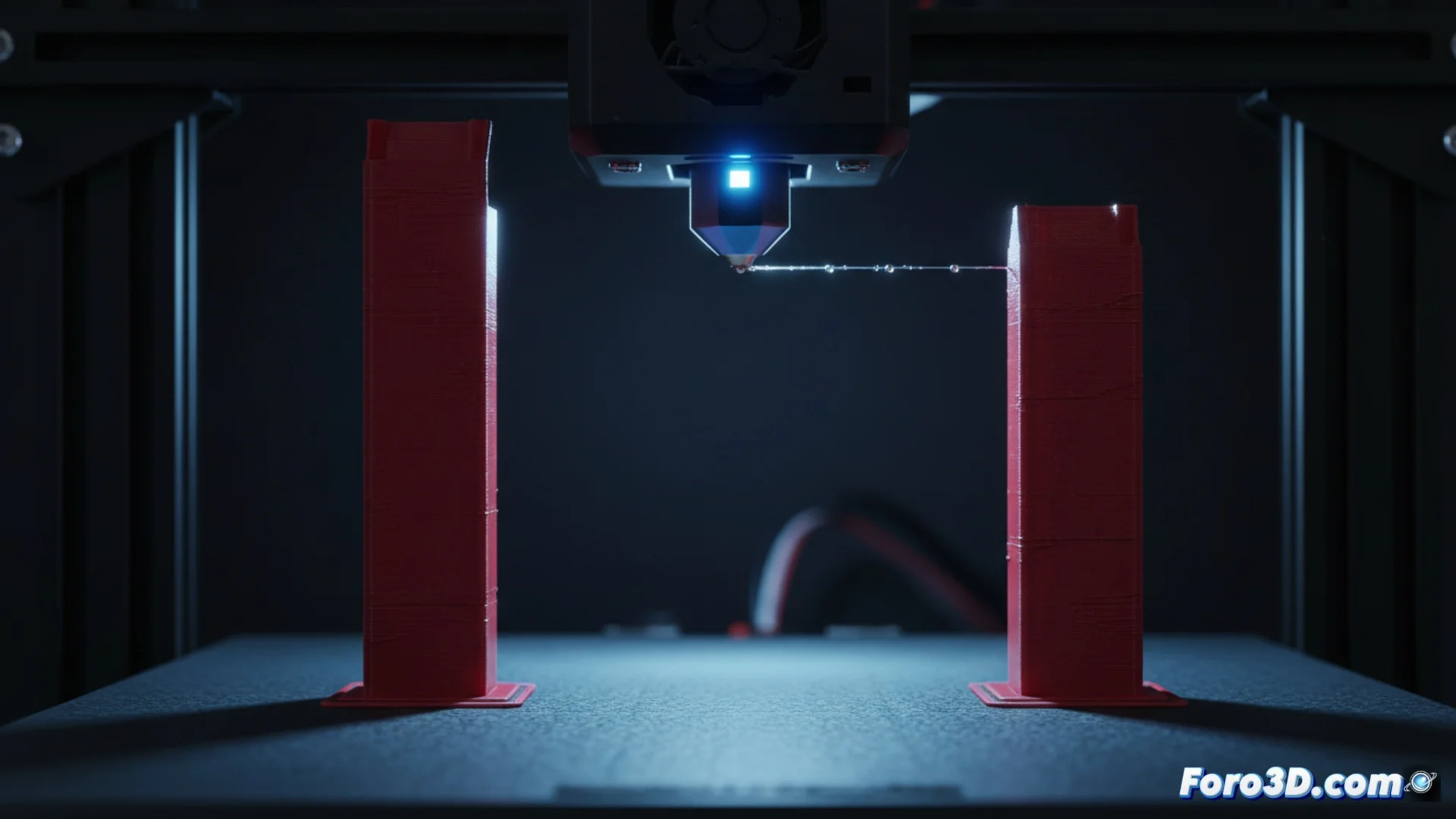
Uno dei difetti più comuni nella stampa 3D è l'apparizione di sottili fili di plastica che collegano parti del pezzo dove non dovrebbero esserci. Questo fenomeno, chiamato stringing o oozing, avviene perché il materiale fuso fuoriesce dalla bocchetta quando il cabezal si sposta da un punto all'altro senza depositare filamento. Per ottenere finiture pulite e precise, è fondamentale configurare correttamente il software di slicing. 🧵
Ottimizzare la retrazione dell'estrusore
La strategia principale per combattere questo difetto si concentra sulla modifica dei parametri di retrazione. Questo processo consiste nel fatto che l'estrusore ritrae una porzione di filamento per generare un vuoto parziale nella zona fusa, evitando che la plastica goccioli per inerzia o gravità. Per renderlo efficace, è necessario aumentare sia la distanza di retrazione che la velocità con cui viene eseguito questo movimento. Una retrazione più lunga crea un effetto di suzione più potente, mentre una velocità maggiore riduce la finestra di tempo in cui il materiale può fuoriuscire. Questi aggiustamenti si concretizzano nel codice G mediante comandi come G10 (ritrarre) e G11 (riprendere), o attraverso valori negativi sull'asse E dell'estrusore.
Parametri chiave da modificare:- Lunghezza di retrazione: Aumentare questo valore per ottenere una suzione più efficace nella camera calda.
- Velocità di retrazione: Configurare una velocità alta affinché il movimento di retrazione sia rapido e preciso.
- Comportamento nei viaggi: Assicurarsi che la retrazione si attivi in tutti i movimenti di spostamento senza estrusione.
Una retrazione ben regolata è la barriera più efficace contro i fili di plastica indesiderati durante i viaggi del cabezal.
Impostazioni complementari nel slicer
Sebbene configurare la retrazione sia il passo più importante, altri fattori nella configurazione di stampa contribuiscono anche a minimizzare lo stringing. Una temperatura della bocchetta troppo elevata rende il filamento eccessivamente fluido e propenso a gocciolare; ridurla di qualche grado può fare una grande differenza. Allo stesso modo, aumentare la velocità degli spostamenti a vuoto fa sì che il cabezal passi più velocemente sopra i vuoti, lasciando meno tempo affinché il materiale filtri. Molti programmi di slicing includono funzioni avanzate come retrazione in combing (che evita di attraversare contorni esterni) o z-hop (che solleva leggermente il cabezal durante il viaggio), le quali prevengono che la bocchetta sfreghi contro il pezzo e trascini fili.
Altre configurazioni da rivedere:- Temperatura di estrusione: Provare a abbassare la temperatura del hotend in incrementi di 5°C.
- Velocità di viaggio: Impostare una velocità alta per i movimenti senza estrusione.
- Funzioni dello slicer: Attivare opzioni come "Combing" o "Z Hop" quando disponibili.
Quando il problema persiste
A volte, lo stringing continua nonostante si siano affinati tutti gli aggiustamenti del software. Questo è solitamente un indicatore chiaro che il filamento ha assorbito umidità dall'ambiente. La plastica umida si vaporizza all'interno del hotend, creando bolle e facendo sì che il materiale fluisca in modo irregolare e fuoriesca facilmente. In questi casi, la soluzione consiste nel seccare il filamento usando un deumidificatore o una fonte di calore dolce e controllata. È una situazione frustrante in cui, invece di costruire il modello, la stampante sembra dedicarsi a tessere una ragnatela di plastica intorno al pezzo. 🔧