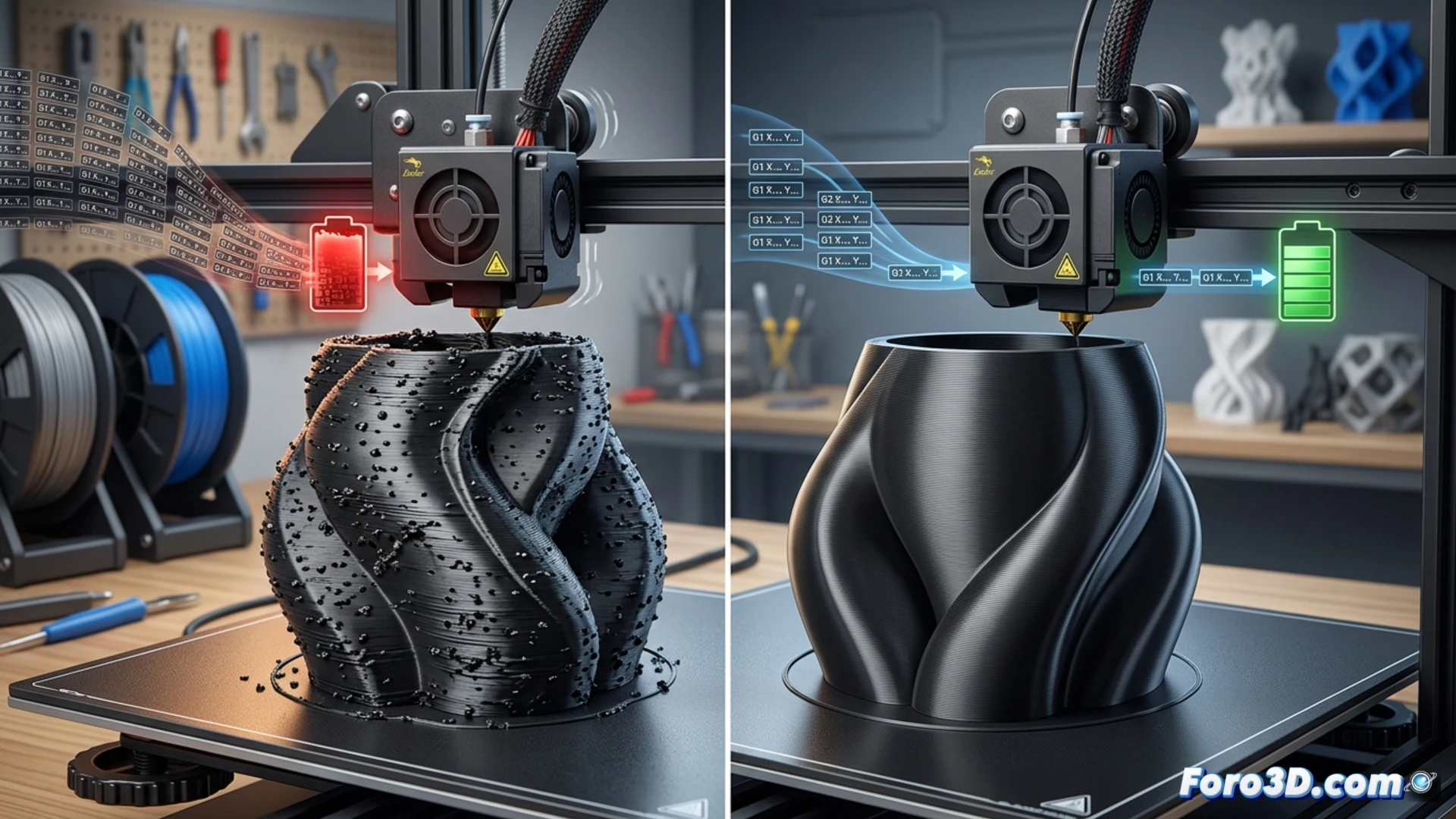
क्या आपने अपनी 3D प्रिंट्स की वक्र सतहों पर दाने या दोष नोटिस किए हैं, विशेष रूप से उच्च रिज़ॉल्यूशन मॉडल्स में? यह सामान्य समस्या, जिसे स्टटरिंग या बफर अंडररन के रूप में जाना जाता है, कोई यांत्रिक खराबी नहीं है, बल्कि सॉफ्टवेयर की सीमा है। यह तब होता है जब प्रिंटर को बहुत छोटे और तेज़ G1 कमांड्स की बाढ़ मिलती है, जो उसके मूवमेंट बफर को संतृप्त कर देती है। मशीन को निर्देशों की कतार को प्रोसेस करने के लिए सूक्ष्म विराम लेने पड़ते हैं, जो दृश्यमान चिह्न छोड़ते हैं। सौभाग्य से, इसका सीधा समाधान है G-code को प्रिंट करने से पहले अनुकूलित करके।
तकनीकी कारण: कमांड बफर की संतृप्ति 🔍
मूल कारण 3D ज्यामिति को मशीन के लिए निर्देशों में अनुवाद करने के तरीके में है। स्लाइसर परफेक्ट कर्व्स को हजारों छोटे-छोटे सीधे सेगमेंट्स (G1 कमांड्स) में बदल देते हैं। एक बहुत जटिल मॉडल में, यह अत्यंत छोटे लीनियर मूवमेंट्स की विशाल अनुक्रम उत्पन्न करता है। प्रिंटर, अपनी सीमित मेमोरी और प्रोसेसर के साथ, उन्हें आवश्यक गति से निगल नहीं पाता। उसका आंतरिक बफर भर जाता है और उसे मोटर्स को संक्षिप्त रूप से रोकना पड़ता है ताकि अपनी रफ्तार पकड़ सके, जो सतह पर दाने के रूप में प्रकट होने वाले विराम पैदा करता है। यह फाइल और इलेक्ट्रॉनिक्स के बीच संचार का गला घोंटना है।
दो व्यावहारिक समाधान: कोड को सरल बनाना ⚙️
निश्चित समाधान कमांड्स की संख्या को कम करना है। आप इसे दो मोर्चों से संभाल सकते हैं। पहले, Arc Welder प्लगइन का उपयोग करके (OctoPrint के लिए या स्वतंत्र टूल के रूप में)। यह सॉफ्टवेयर G-code को पोस्ट-प्रोसेस करता है, G1 की उन अनुक्रमों का पता लगाता है जो आर्क बनाते हैं और उन्हें एकल G2 या G3 आर्क कमांड से बदल देता है, निर्देशों की मात्रा को नाटकीय रूप से कम कर देता है। दूसरा विकल्प निवारक है: अपने स्लाइसर में अधिकतम रिज़ॉल्यूशन या मेश टॉलरेंस सेटिंग खोजें और उसका मान बढ़ाएं (उदाहरण के लिए, 0.01 mm से 0.05 mm तक)। इससे कर्व्स में लंबे सीधे सेगमेंट्स एक्सपोर्ट होंगे, स्रोत से ही ओवरलोड से बचाव होगा।
अपनी 3D प्रिंट्स की कर्व्स में दाने और स्टटरिंग को मॉडल के डिटेल खोए बिना कैसे हटाएं?
(पीएस: बेड को लेवल करना न भूलें, वरना आपकी प्रिंट अमूर्त कला जैसी लगेगी)