3D प्रिंटिंग सतहों पर कुशनिंग को ठीक करना
FDM द्वारा 3D प्रिंटिंग में एक सामान्य दोष कुशनिंग या pillowing है। यह समस्या इसलिए उत्पन्न होती है क्योंकि वस्तु की ऊपरी सतह बनाने वाली परतें नीचे से उचित समर्थन की कमी रखती हैं। 🛠️
सतह क्यों धंस जाती है?
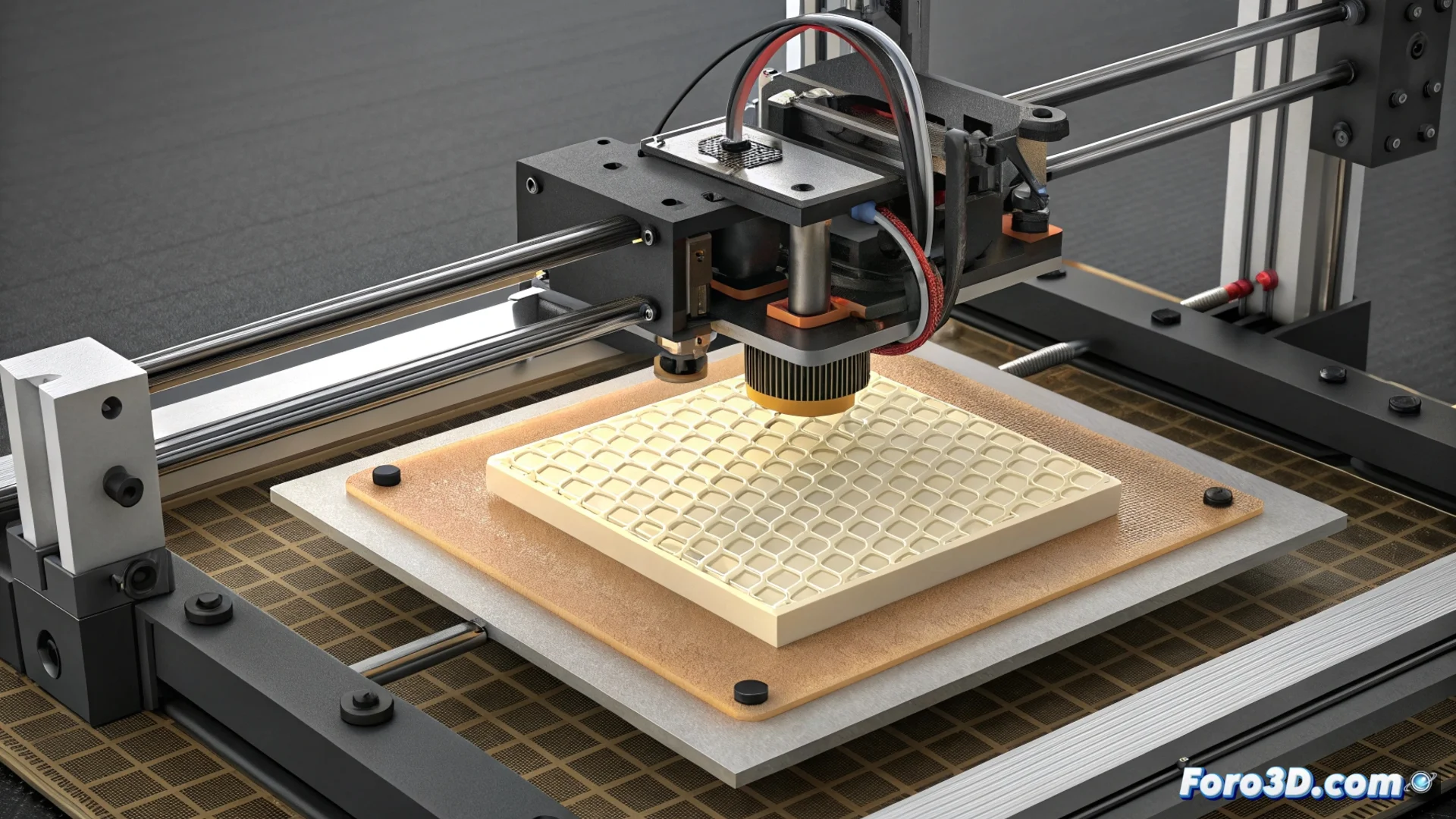
आंतरिक फिलिंग, इसे कम प्रतिशत पर सेट करने से, बड़े स्थान छोड़ देता है। जब नोजल ऊपरी परत बनाने के लिए पिघला प्लास्टिक निकालता है, तो यह सामग्री ठंडा होने पर उन खाली जगहों की ओर मुड़ जाती है या ढह जाती है, जिससे उभरी हुई और अनियमित बनावट उत्पन्न होती है।
दोष का कारण बनने वाले प्रमुख कारक:- लैमिनेटर की सेटिंग में ठोस ऊपरी परतों की अपर्याप्त संख्या।
- फिलिंग की घनत्व बहुत कम, जो टुकड़े की छत को सहारा नहीं देता।
- तेज़ ठंडक जो प्लास्टिक को कमजोर संरचना पर सिकोड़ देती है।
ऐसा लगता है कि प्रिंटर आपके मॉडल की ऊपरी सतह पर एक विशेष अवांछित बनावट जोड़ने का फैसला कर लेता है।
ऊपरी परतों को समायोजित करना
प्लास्टिक के धंसने से बचने की सबसे प्रभावी रणनीति ठोस ऊपरी परतों को बढ़ाना है। अधिक परतें जोड़ने से तनाव वितरित होते हैं और अधिक कठोर आधार बनता है। 🏗️
सही तरीके से सेटअप कैसे करें:- अपने लैमिनेशन सॉफ्टवेयर में कम से कम चार या पांच ऊपरी परतें प्रोग्राम करें।
- यह सामग्री को फिलिंग पर अधिक धीरे और समान रूप से ठंडा होने की अनुमति देता है।
- परिणाम एक उल्लेखनीय रूप से अधिक चिकनी और समतल अंतिम सतह है।
आंतरिक समर्थन को मजबूत करना
फिलिंग के पैटर्न और घनत्व को संशोधित करना अधिक प्रत्यक्ष समर्थन प्रदान करता है। अधिक ऊंचा प्रतिशत सतह के नीचे खाली जगहों का आकार कम करता है।
अनुकूलन के लिए अनुशंसित पैरामीटर:- फिलिंग प्रतिशत को 25% या 30% जैसे मानों तक बढ़ाएं।
- यह प्लास्टिक के मुड़ने से रोकने वाली अधिक सघन और निरंतर समर्थन जाली उत्पन्न करता है।
- सर्वोत्तम परिणामों के लिए, संयोजित करें अधिक सघन फिलिंग के साथ अधिक ठोस ऊपरी परतें।
पूर्णतः सही टुकड़ों के लिए अंतिम सलाह
यदि आप निर्विवाद ऊपरी सतहें चाहते हैं, तो इन दो को कम न आंकें