3D प्रिंटिंग में फिलामेंट के धागों की समस्या को कैसे हल करें
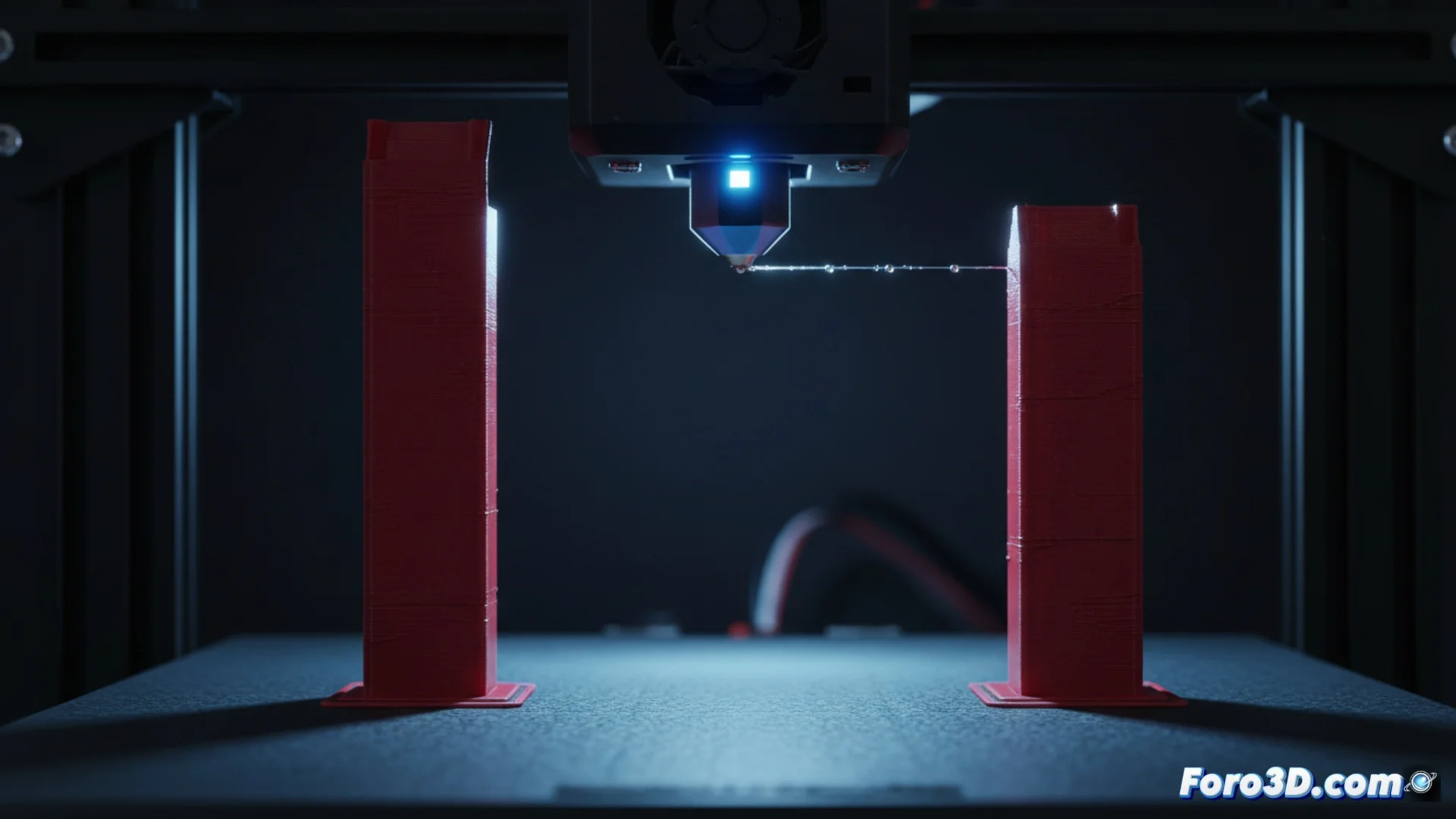
3D प्रिंटिंग करते समय सबसे आम दोषों में से एक है प्लास्टिक के पतले धागों का दिखना जो भाग के उन हिस्सों को जोड़ते हैं जहां वे नहीं होने चाहिए। इस घटना को stringing या oozing कहा जाता है, जो तब होता है जब सामग्री पिघलकर नोजल से बाहर निकल जाती है जब हेड एक जगह से दूसरी जगह बिना फिलामेंट जमा किए चलता है। साफ और सटीक फिनिश प्राप्त करने के लिए, स्लाइसर सॉफ्टवेयर को सही ढंग से कॉन्फ़िगर करना आवश्यक है। 🧵
एक्सट्रूडर की रिट्रैक्शन को अनुकूलित करें
इस दोष से लड़ने की मुख्य रणनीति रिट्रैक्शन के पैरामीटर्स को संशोधित करने पर केंद्रित है। यह प्रक्रिया एक्सट्रूडर द्वारा फिलामेंट का एक हिस्सा पीछे खींचने की होती है ताकि पिघली हुई ज़ोन में आंशिक वैक्यूम पैदा हो, जिससे प्लास्टिक को जड़ता या गुरुत्वाकर्षण से टपकने से रोका जा सके। इसे प्रभावी बनाने के लिए, बढ़ाएं रिट्रैक्ट की जाने वाली दूरी और इस आंदोलन की गति दोनों को। लंबी रिट्रैक्शन अधिक शक्तिशाली चूषण प्रभाव पैदा करती है, जबकि अधिक गति सामग्री के रिसने के समय की खिड़की को कम करती है। ये समायोजन G कोड में G10 (रिट्रैक्ट) और G11 (दोबारा शुरू) जैसे कमांड्स के माध्यम से या एक्सट्रूडर के E अक्ष पर नकारात्मक मानों के माध्यम से लागू होते हैं।
संशोधित करने के लिए मुख्य पैरामीटर्स:- रिट्रैक्शन की लंबाई: हॉट चैंबर में अधिक प्रभावी चूषण प्राप्त करने के लिए इस मान को बढ़ाएं।
- रिट्रैक्शन की गति: रिट्रैक्ट आंदोलन को तेज और सटीक बनाने के लिए उच्च गति सेट करें।
- यात्राओं में व्यवहार: सुनिश्चित करें कि रिट्रैक्शन सभी बिना एक्सट्रूजन वाले विस्थापन आंदोलनों में सक्रिय हो।
सही ढंग से समायोजित रिट्रैक्शन हेड की यात्राओं के दौरान अवांछित प्लास्टिक धागों के खिलाफ सबसे प्रभावी बाधा है।
स्लाइसर में पूरक समायोजन
हालांकि रिट्रैक्शन कॉन्फ़िगर करना सबसे महत्वपूर्ण चरण है, प्रिंट कॉन्फ़िगरेशन के अन्य कारक भी stringing को कम करने में योगदान देते हैं। नोजल का तापमान बहुत अधिक होने से फिलामेंट अत्यधिक तरल हो जाता है और टपकने के लिए प्रवण हो जाता है; इसे कुछ डिग्री कम करने से बड़ा अंतर पड़ सकता है। इसी तरह, खाली यात्राओं की गति बढ़ाने से हेड गैप्स पर तेजी से गुजरता है, सामग्री के रिसने के लिए कम समय छोड़ता है। कई स्लाइसर प्रोग्राम्स में उन्नत फीचर्स जैसे कॉम्बिंग में रिट्रैक्शन (जो बाहरी कंटूर को पार करने से बचाता है) या z-hop (जो यात्रा के दौरान हेड को थोड़ा ऊपर उठाता है) शामिल हैं, जो नोजल को भाग से रगड़ने और धागे खींचने से रोकते हैं।
जांचने के लिए अन्य कॉन्फ़िगरेशन्स:- एक्सट्रूजन तापमान: हॉटएंड के तापमान को 5°C के अंतराल में कम करने का परीक्षण करें।
- यात्रा गति: बिना एक्सट्रूजन वाले आंदोलनों के लिए उच्च गति सेट करें।
- स्लाइसर की फीचर्स: उपलब्ध होने पर "Combing" या "Z Hop" जैसे विकल्प सक्रिय करें।
जब समस्या बनी रहती है
कभी-कभी, stringing सॉफ्टवेयर के सभी समायोजनों को ठीक करने के बावजूद जारी रहता है। यह आमतौर पर एक स्पष्ट संकेतक है कि फिलामेंट ने पर्यावरण से नमी अवशोषित कर ली है। नम प्लास्टिक हॉटएंड के अंदर वाष्पीकृत हो जाता है, बुलबुले पैदा करता है और सामग्री को अनियमित रूप से बहने और आसानी से रिसने का कारण बनाता है। ऐसे मामलों में, समाधान फिलामेंट को सुखाना है, डिहाइड्रेटर या नियंत्रित नरम गर्मी स्रोत का उपयोग करके। यह एक निराशाजनक स्थिति है जहां, मॉडल बनाने के बजाय, प्रिंटर भाग के चारों ओर प्लास्टिक की मकड़ी के जाले बुनने में लगता है। 🔧