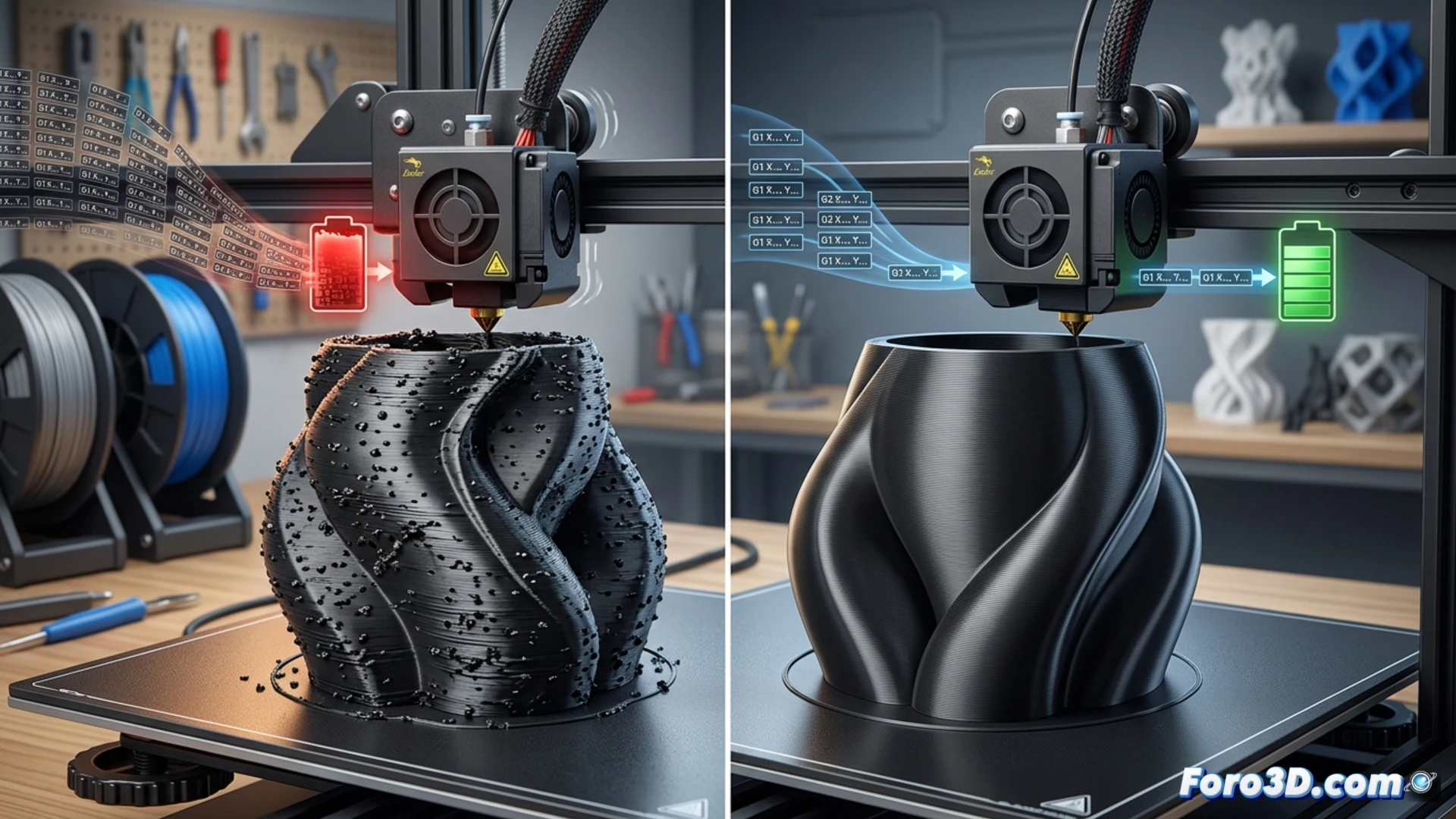
Avez-vous remarqué des grains ou des défauts sur les surfaces courbes de vos impressions 3D, surtout sur des modèles haute résolution ? Ce problème courant, connu sous le nom de bégaiement ou buffer underrun, n'est pas un dysfonctionnement mécanique, mais une limitation logicielle. Il se produit lorsque l'imprimante reçoit une avalanche de commandes G1 trop petites et trop rapides, saturant son buffer de mouvement. La machine doit faire des pauses microscopiques pour traiter la file d'attente d'instructions, laissant des marques visibles. Heureusement, il a une solution directe en optimisant le code G-code avant l'impression.
La cause technique : saturation du buffer de commandes 🔍
L'origine réside dans la façon dont la géométrie 3D est traduite en instructions pour la machine. Les trancheurs convertissent des courbes parfaites en milliers de minuscules segments rectilignes (commandes G1). Dans un modèle très complexe, cela génère une séquence massive de mouvements linéaires extrêmement courts. L'imprimante, avec sa mémoire et son processeur limités, ne peut pas les ingérer à la vitesse requise. Son buffer interne se remplit et elle doit arrêter brièvement les moteurs pour se mettre à jour, créant ces pauses qui se matérialisent sous forme de grains sur la surface. C'est un goulot d'étranglement de communication entre le fichier et l'électronique.
Deux solutions pratiques : simplifier le code ⚙️
La solution définitive consiste à réduire le nombre de commandes. Vous pouvez l'aborder sous deux angles. D'abord, en utilisant le plugin Arc Welder (pour OctoPrint ou comme outil indépendant). Ce logiciel post-traite le G-code, détectant les séquences de G1 qui forment des arcs et les remplaçant par une unique commande G2 ou G3 d'arc, réduisant drastiquement la quantité d'instructions. La seconde option est préventive : dans votre trancheur, cherchez le réglage de Résolution maximale ou Tolérance de maille et augmentez sa valeur (par exemple, de 0,01 mm à 0,05 mm). Cela exportera des segments rectilignes plus longs dans les courbes, évitant la surcharge dès la source.
Comment éliminer les grains et les bégaiements dans les courbes de vos impressions 3D sans perdre de détail dans le modèle ?
(PS : n'oubliez pas de niveler le plateau, sinon votre impression ressemblera à de l'art abstrait)