Comment résoudre le problème de fils de filament en impression 3D
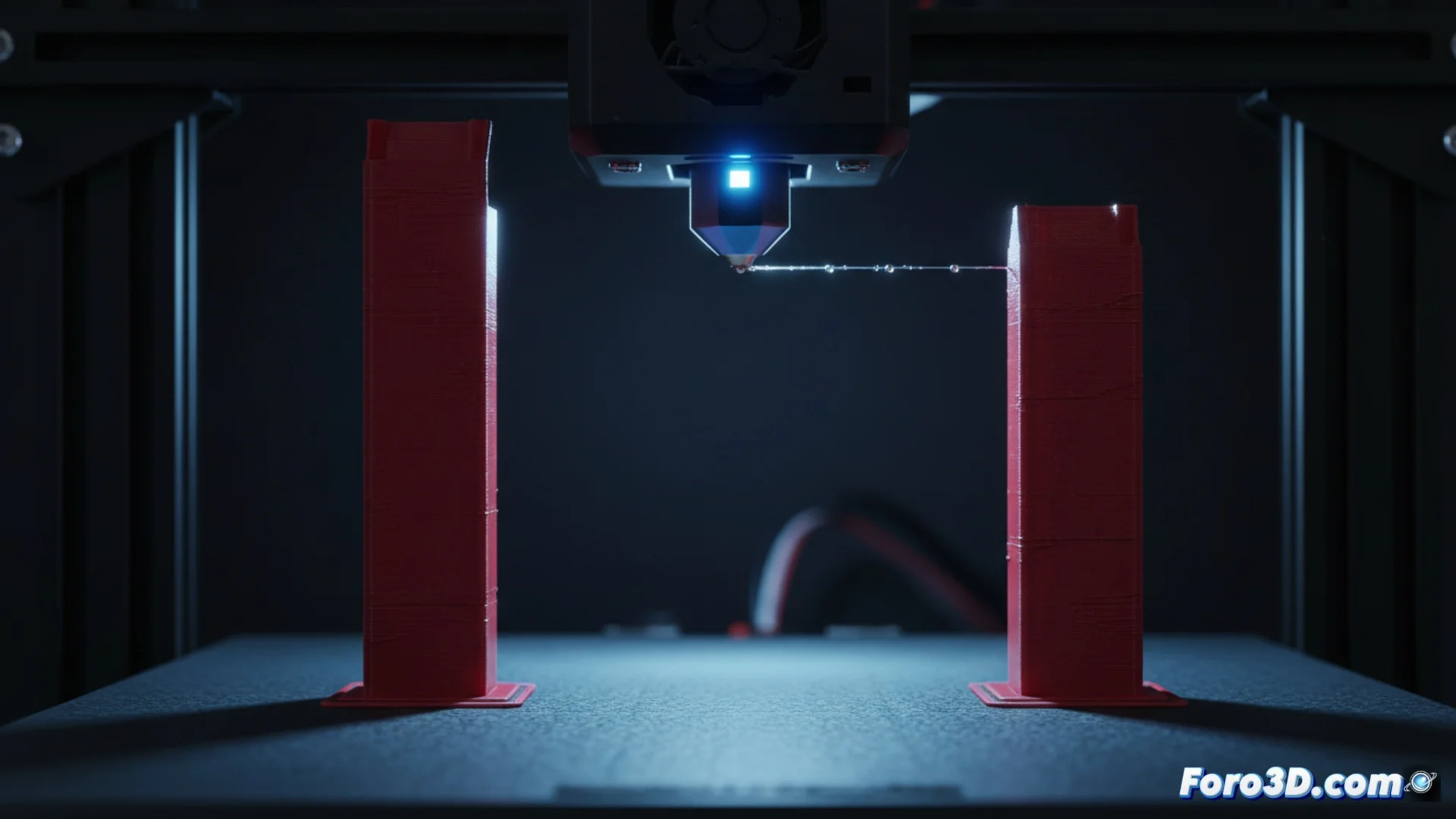
L'un des défauts les plus courants lors de l'impression 3D est l'apparition de fins fils de plastique qui relient des parties de la pièce où ils ne devraient pas exister. Ce phénomène, appelé stringing ou oozing, se produit parce que le matériau fondu s'échappe par la buse lorsque la tête se déplace d'un endroit à un autre sans déposer de filament. Pour obtenir des finitions propres et précises, il est fondamental de configurer correctement le logiciel de tranchage. 🧵
Optimiser la rétraction de l'extrudeur
La stratégie principale pour combattre ce défaut se concentre sur la modification des paramètres de rétraction. Ce processus consiste en ce que l'extrudeur rétracte une portion de filament pour générer un vide partiel dans la zone fondue, ce qui évite que le plastique goutte par inertie ou gravité. Pour qu'il soit efficace, il faut augmenter à la fois la distance rétractée et la vitesse à laquelle ce mouvement est exécuté. Une rétraction plus longue crée un effet d'aspiration plus puissant, tandis qu'une vitesse plus élevée réduit la fenêtre de temps pendant laquelle le matériau peut suinter. Ces ajustements se matérialisent dans le code G par des commandes comme G10 (rétracter) et G11 (reprendre), ou par des valeurs négatives sur l'axe E de l'extrudeur.
Paramètres clés à modifier :- Longueur de rétraction : Augmenter cette valeur pour obtenir une aspiration plus efficace dans la chambre chaude.
- Vitesse de rétraction : Configurer une vitesse élevée pour que le mouvement de rétraction soit rapide et précis.
- Comportement en déplacements : S'assurer que la rétraction s'active lors de tous les mouvements de déplacement sans extrusion.
Une rétraction bien ajustée est la barrière la plus efficace contre les fils de plastique indésirables pendant les déplacements de la tête.
Ajustements complémentaires dans le trancheur
Bien que configurer la rétraction soit l'étape la plus importante, d'autres facteurs dans la configuration d'impression contribuent également à minimiser le stringing. Une température de la buse trop élevée rend le filament excessivement fluide et sujet à goutter ; la réduire de quelques degrés peut faire une grande différence. De même, augmenter la vitesse des déplacements en vide fait que la tête passe plus rapidement au-dessus des vides, laissant moins de temps pour que le matériau s'infiltre. De nombreux programmes de tranchage incluent des fonctions avancées comme rétraction en peignage (qui évite de traverser les contours extérieurs) ou z-hop (qui élève légèrement la tête lors des déplacements), lesquelles empêchent la buse de frotter contre la pièce et de traîner des fils.
Autres configurations à vérifier :- Température d'extrusion : Essayer de baisser la température du hotend par incréments de 5°C.
- Vitesse de déplacement : Établir une vitesse élevée pour les mouvements sans extrusion.
- Fonctions du trancheur : Activer des options comme "Combing" ou "Z Hop" quand elles sont disponibles.
Quand le problème persiste
Parfois, le stringing continue malgré l'affinage de tous les réglages du logiciel. Cela est généralement un indicateur clair que le filament a absorbé l'humidité de l'environnement. Le plastique humide se vaporise à l'intérieur du hotend, créant des bulles et faisant que le matériau coule de manière irrégulière et suinte facilement. Dans ces cas, la solution passe par sécher le filament en utilisant un déshumidificateur ou une source de chaleur douce et contrôlée. C'est une situation frustrante où, au lieu de construire le modèle, l'imprimante semble se consacrer à tisser une toile d'araignée de plastique autour de la pièce. 🔧