Wie man das Problem von Filamentfäden beim 3D-Druck löst
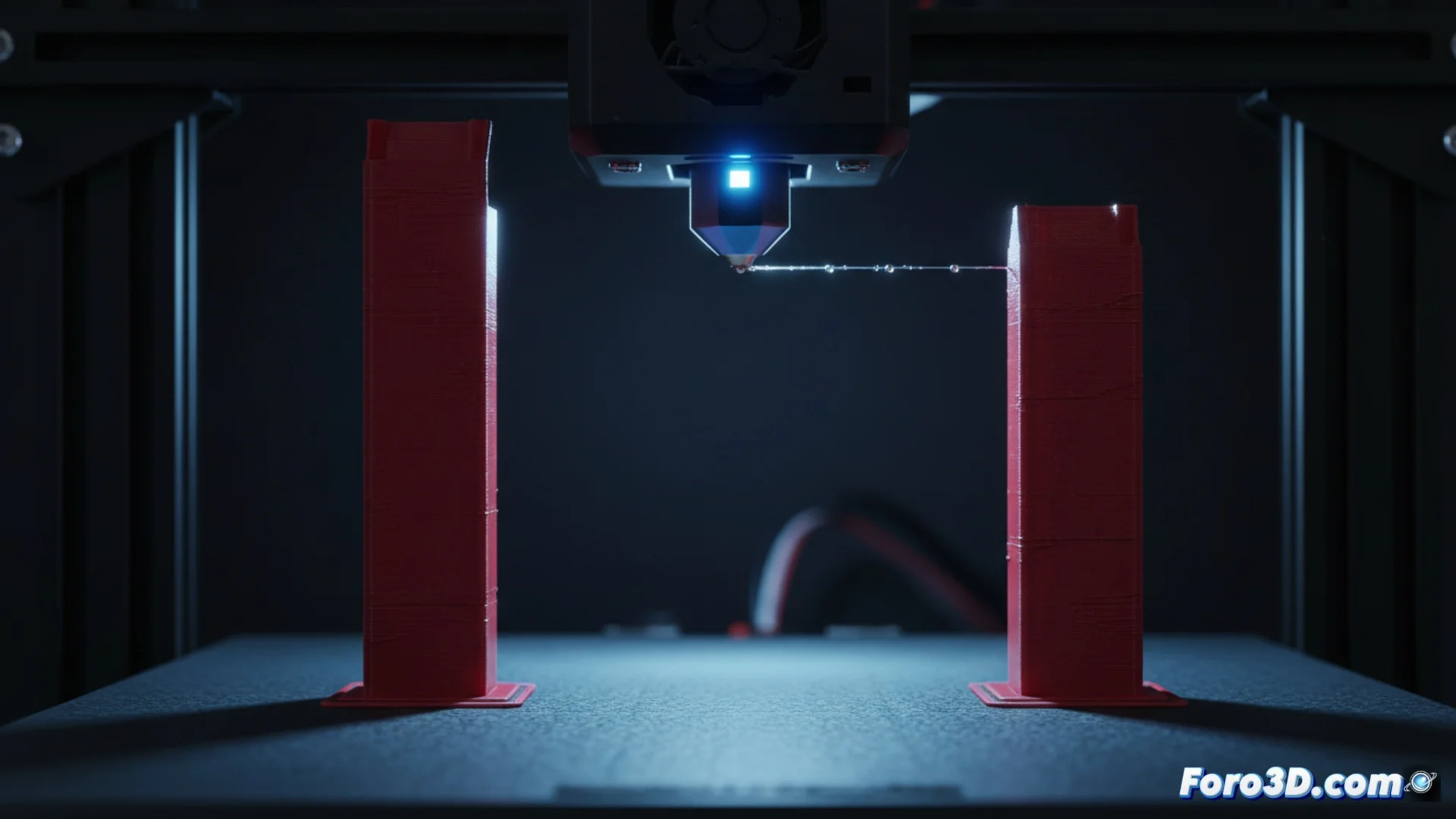
Einer der häufigsten Defekte beim 3D-Drucken ist das Auftreten feiner Plastikfäden, die Teile des Bauteils verbinden, wo sie nicht sein sollten. Dieses Phänomen, genannt Stringing oder Oozing, tritt auf, weil das geschmolzene Material aus der Düse austritt, wenn der Druckkopf von einer Stelle zur anderen bewegt wird, ohne Filament abzulegen. Um saubere und präzise Oberflächen zu erzielen, ist es entscheidend, die Slicer-Software korrekt zu konfigurieren. 🧵
Optimierung der Extruder-Retraction
Die Hauptstrategie zur Bekämpfung dieses Defekts konzentriert sich auf die Änderung der Retractions-Parameter. Dieser Prozess besteht darin, dass der Extruder einen Abschnitt des Filaments zurückzieht, um einen partiellen Vakuum in der Schmelzzone zu erzeugen, was verhindert, dass das Plastik durch Trägheit oder Schwerkraft tropft. Damit es wirksam ist, muss man sowohl die zurückzuziehende Distanz als auch die Geschwindigkeit dieser Bewegung erhöhen. Eine längere Retraction erzeugt einen stärkeren Saug-Effekt, während eine höhere Geschwindigkeit die Zeitspanne verkürzt, in der das Material austreten kann. Diese Einstellungen werden im G-Code durch Befehle wie G10 (retraktiert) und G11 (fortsetzen) oder durch negative Werte auf der E-Achse des Extruders umgesetzt.
Wichtige Parameter zum Ändern:- Retraktionslänge: Erhöhen Sie diesen Wert, um einen effektiveren Saug-Effekt in der Heizkammer zu erzielen.
- Retractionsgeschwindigkeit: Stellen Sie eine hohe Geschwindigkeit ein, damit die Retraktionsbewegung schnell und präzise ist.
- Verhalten bei Reisen: Stellen Sie sicher, dass die Retraction bei allen Bewegungen ohne Extrusion aktiviert wird.
Eine gut eingestellte Retraction ist die effektivste Barriere gegen unerwünschte Plastikfäden während der Reisen des Druckkopfs.
Ergänzende Einstellungen im Slicer
Obwohl die Konfiguration der Retraction der wichtigste Schritt ist, tragen auch andere Faktoren in den Druckeinstellungen dazu bei, das Stringing zu minimieren. Eine zu hohe Düsentemperatur macht das Filament übermäßig flüssig und anfällig für Tropfen; eine Reduktion um einige Grad kann einen großen Unterschied machen. Ebenso verkürzt eine Erhöhung der Leerfahrgeschwindigkeit die Zeit, in der der Druckkopf über Lücken fährt und das Material austreten kann. Viele Slicer-Programme bieten erweiterte Funktionen wie Retraction beim Combing (vermeidet das Überqueren äußerer Konturen) oder Z-Hop (hebt den Druckkopf leicht beim Fahren an), die verhindern, dass die Düse über das Bauteil reibt und Fäden zieht.
Andere zu überprüfende Einstellungen:- Extrusionstemperatur: Testen Sie eine Senkung der Hotend-Temperatur in 5°C-Schritten.
- Reisegeschwindigkeit: Legen Sie eine hohe Geschwindigkeit für Bewegungen ohne Extrusion fest.
- Slicer-Funktionen: Aktivieren Sie Optionen wie "Combing" oder "Z Hop", wenn verfügbar.
Wenn das Problem anhält
Manchmal hält das Stringing trotz Feinabstimmung aller Softwareeinstellungen an. Dies ist oft ein klares Anzeichen dafür, dass das Filament Feuchtigkeit aus der Umgebung aufgenommen hat. Feuchtes Plastik verdampft im Hotend, erzeugt Blasen und lässt das Material unregelmäßig fließen und leicht austreten. In solchen Fällen liegt die Lösung darin, das Filament zu trocknen, mit einem Dehydrator oder einer sanften, kontrollierten Wärmequelle. Es ist eine frustrierende Situation, in der die Druckerin statt das Modell zu bauen eine Plastik-Spinnweben um das Bauteil webt. 🔧