如何解决3D打印中的丝状物问题
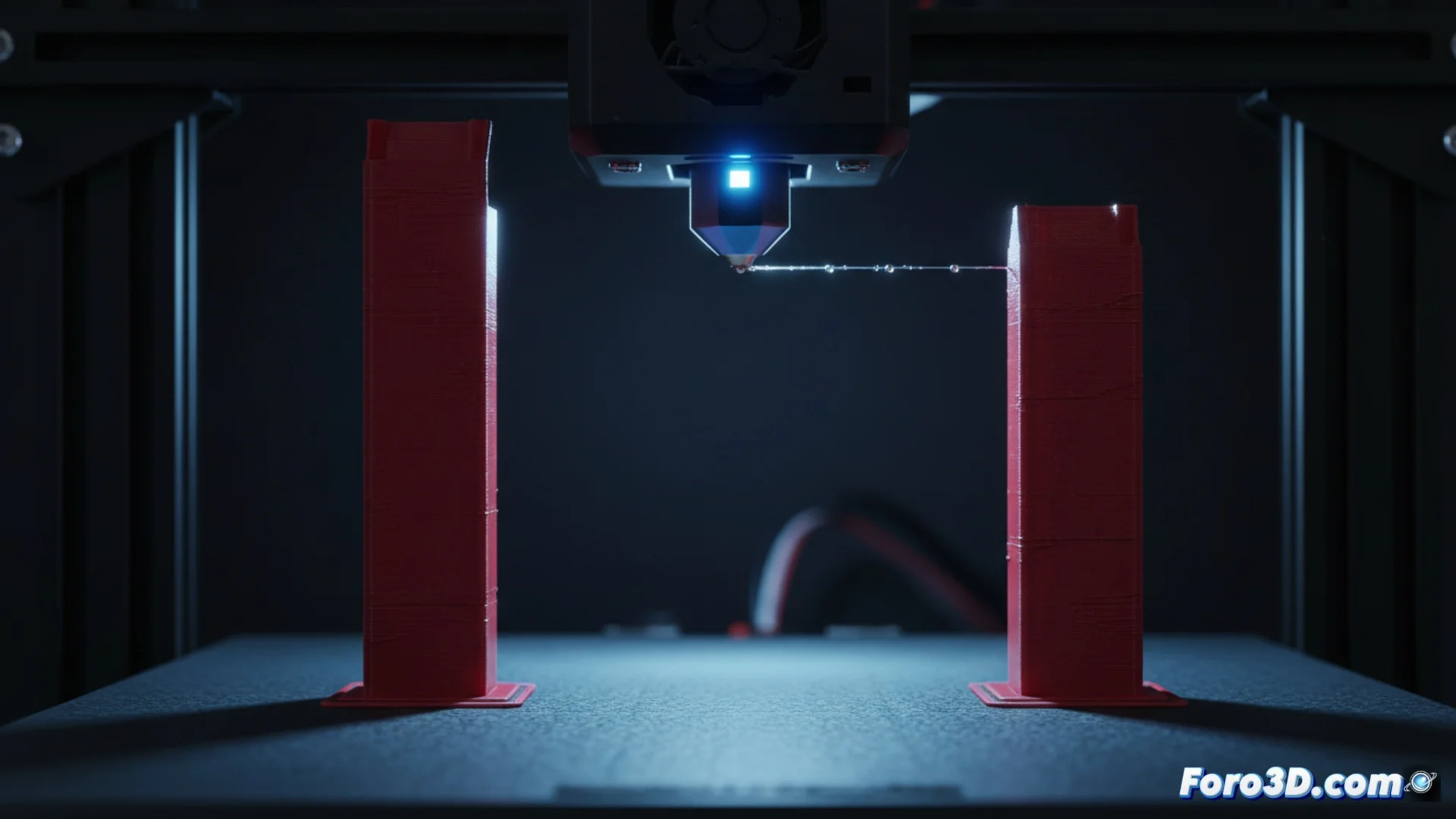
3D打印中最常见的缺陷之一是出现细塑料丝连接零件不应连接的部分。这种现象称为stringing或oozing,是因为熔融材料在喷嘴从一个地方移动到另一个地方而不沉积丝材时从喷嘴中渗出。为了获得干净精确的表面,必须正确配置切片软件。🧵
优化挤出机的回抽
对抗这一缺陷的主要策略是修改回抽参数。这个过程是挤出机回抽一部分丝材,在熔融区域产生部分真空,从而避免塑料因惯性或重力滴落。为了有效,必须增加回抽距离和执行此移动的速度。更长的回抽产生更强的吸吮效果,而更高的速度减少材料渗出的时间窗口。这些调整通过G代码中的命令如G10(回抽)和G11(恢复)或挤出机E轴的负值来实现。
要修改的关键参数:- 回抽长度:增加此值以在热室中实现更有效的吸吮。
- 回抽速度:设置高速度,使回抽动作快速精确。
- 旅行行为:确保在所有无挤出位移移动中激活回抽。
正确调整的回抽是喷头旅行期间对抗不需要塑料丝的最有效屏障。
切片器中的补充调整
虽然配置回抽是最重要的步骤,但打印配置中的其他因素也有助于最小化stringing。喷嘴温度过高会使丝材过于流动并易于滴落;降低几度可能会有很大差异。同样,增加空行程速度会使喷头更快通过空隙,留给材料渗出的时间更少。许多切片程序包括高级功能,如梳理回抽(避免穿越外部轮廓)或z-hop(旅行时略微抬起喷头),这些功能防止喷嘴摩擦零件并拖拽丝状物。
其他要检查的配置:- 挤出温度:尝试以5°C增量降低热端温度。
- 旅行速度:为无挤出移动设置高速度。
- 切片器功能:激活可用选项如“Combing”或“Z Hop”。
问题持续存在时
有时,即使细调了所有软件设置,stringing仍会继续。这通常是丝材吸收了环境湿气的明确指示。含湿塑料在热端内汽化,产生气泡,使材料流动不均并容易渗出。在这些情况下,解决方案是干燥丝材,使用脱水器或温和受控的热源。这是一种令人沮丧的情况,打印机似乎不是在构建模型,而是在零件周围编织塑料蜘蛛网。🔧