حل مشكلة الوسادة في أسطح الطباعة ثلاثية الأبعاد
عيب شائع في الطباعة ثلاثية الأبعاد بتقنية FDM هو الوسادة أو pillowing. ينشأ هذا المشكلة لأن الطبقات التي تشكل الوجه العلوي للكائن تفتقر إلى دعم مناسب من الأسفل. 🛠️
لماذا ينخفض السطح؟
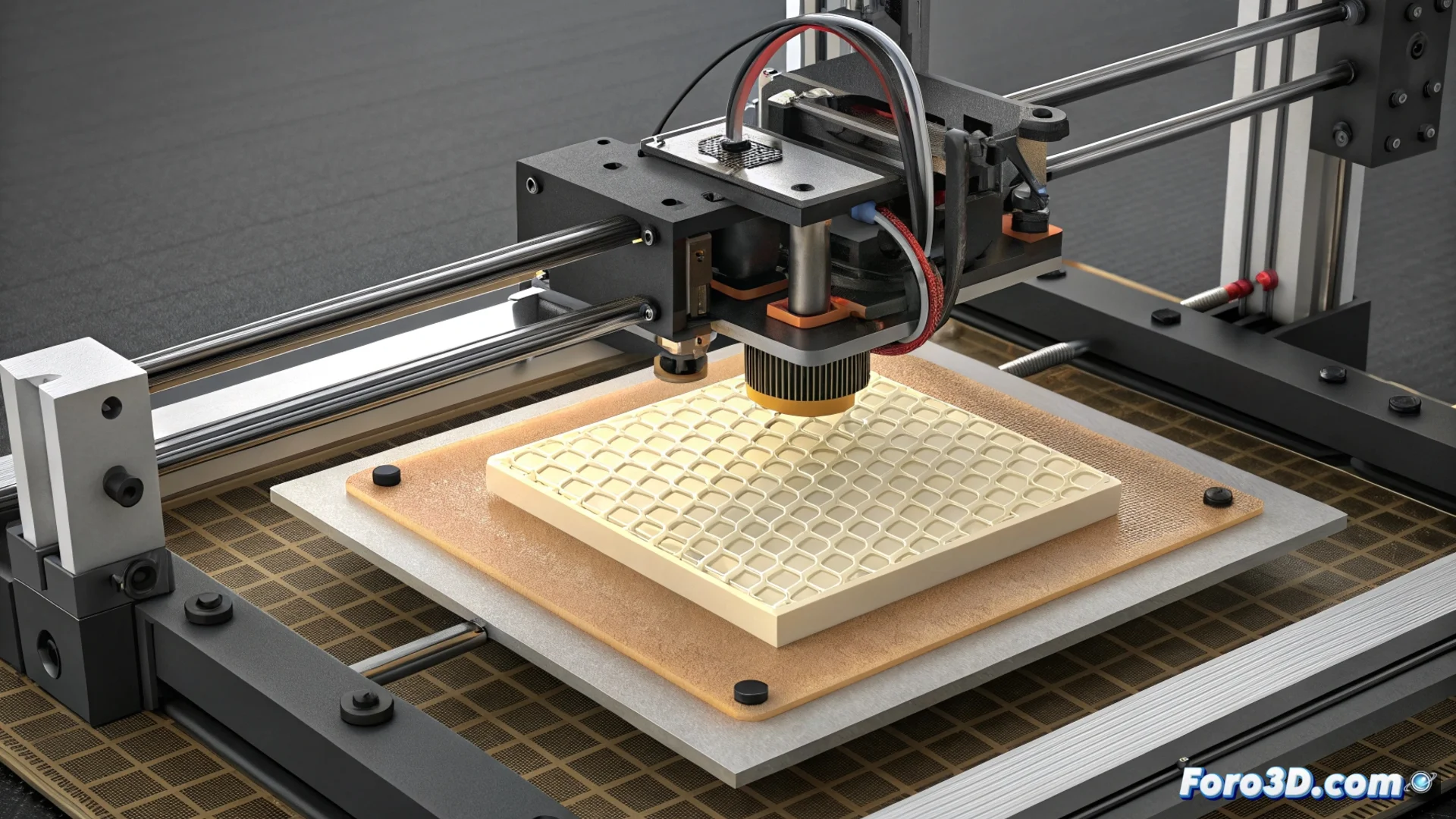
الالحشو الداخلي، عند تهيئته بنسبة منخفضة، يترك مساحات واسعة. عندما تُدفع الفوهة البلاستيك المنصهر لإنشاء الطبقة العلوية، ينحني هذا المادة أو ينهار نحو تلك الفراغات أثناء التبريد، مما يولد ملمسًا منتفخًا وغير منتظم.
العوامل الرئيسية التي تسبب العيب:- عدد غير كافٍ من الطبقات الصلبة العلوية في إعدادات التقطيع.
- كثافة الحشو منخفضة جدًا، لا تدعم سقف القطعة.
- تبريد سريع يقبض البلاستيك فوق هيكل ضعيف.
يبدو أن الطابعة تقرر إضافة ملمس خاص غير مرغوب فيه إلى الجزء العلوي من نموذجك.
ضبط الطبقات العلوية
الاستراتيجية الأكثر فعالية لمنع انخفاض البلاستيك هي زيادة الطبقات الصلبة العلوية. بإضافة المزيد من الطبقات، تُوزع الضغوط ويتم بناء قاعدة أكثر صلابة. 🏗️
كيفية التهيئة بشكل صحيح:- برمج على الأقل أربع أو خمس طبقات علوية في برنامج التقطيع الخاص بك.
- هذا يسمح للمادة بالتبريد بشكل أكثر تدرجًا وتوحيدًا فوق الحشو.
- النتيجة هي سطح نهائي أكثر نعومة وتسطيحًا بشكل ملحوظ.
تعزيز الدعم الداخلي
تعديل نمط الحشو وكثافته يوفر دعمًا أكثر مباشرة. نسبة أعلى تقلل من حجم الفراغات تحت السطح.
المعلمات الموصى بها للتحسين:- زِد نسبة الحشو إلى قيم مثل 25% أو 30%.
- هذا يولد شبكة دعم أكثر كثافة واستمرارية تمنع انحناء البلاستيك.
- للحصول على أفضل النتائج، اجمع بين حشو أكثر كثافة ومزيد من الطبقات الصلبة العلوية.
نصيحة نهائية لقطع مثالية
إذا كنت تبحث عن أسطح علوية خالية من العيوب، لا تقلل من شأن هذين الإجراءين