كيفية حل مشكلة خيوط الخيط في الطباعة ثلاثية الأبعاد
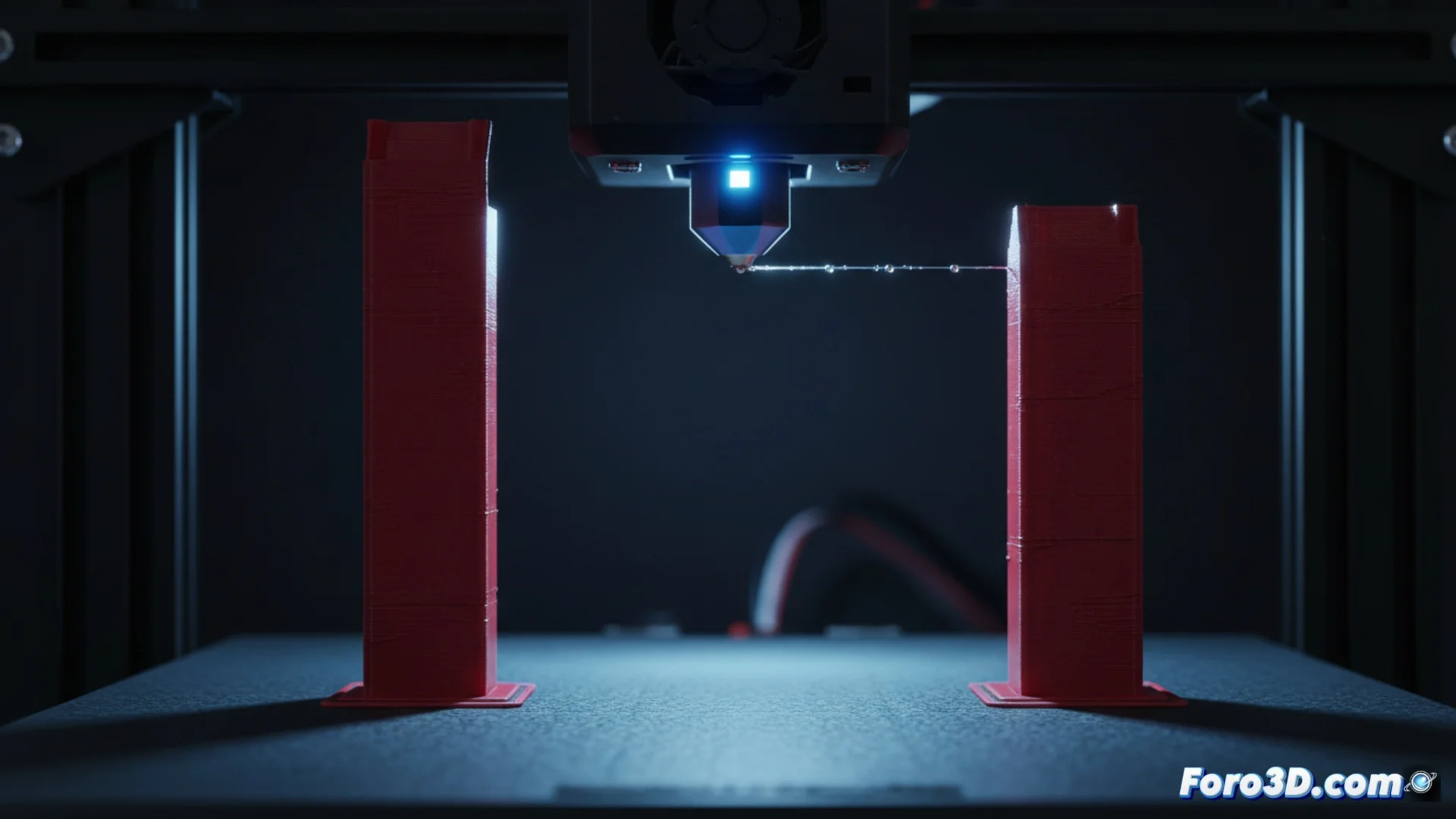
واحدة من العيوب الأكثر شيوعًا في الطباعة ثلاثية الأبعاد هي ظهور خيوط دقيقة من البلاستيك تربط أجزاء القطعة حيث لا يجب أن تكون موجودة. هذه الظاهرة، التي تُسمى stringing أو oozing، تحدث لأن المادة المنصهرة تتسرب من الفوهة عندما يتحرك الرأس من مكان إلى آخر دون إيداع خيط. للحصول على تشطيبات نظيفة ودقيقة، من الضروري تهيئة برنامج التقطيع بشكل صحيح. 🧵
تحسين سحب المغذي
الاستراتيجية الرئيسية لمكافحة هذا العيب تركز على تعديل معلمات السحب. يتكون هذا العملية في أن المغذي يسحب جزءًا من الخيط ليولد فراغًا جزئيًا في المنطقة المنصهرة، مما يمنع تسرب البلاستيك بسبب القصور الذاتي أو الجاذبية. ليكون فعالًا، يجب زيادة كل من المسافة التي يتم سحبها والسرعة التي يتم بها تنفيذ هذا الحركة. سحب أطول يخلق تأثير شفط أقوى، بينما سرعة أعلى تقلل من نافذة الوقت التي يمكن فيها تسرب المادة. تتحقق هذه الإعدادات في كود G من خلال أوامر مثل G10 (سحب) وG11 (استئناف)، أو من خلال قيم سالبة في محور E للمغذي.
المعلمات الرئيسية التي يجب تعديلها:- طول السحب: زيادة هذه القيمة لتحقيق شفط أكثر فعالية في غرفة التسخين.
- سرعة السحب: تهيئة سرعة عالية حتى يكون حركة السحب سريعة ودقيقة.
- السلوك في التنقلات: التأكد من تفعيل السحب في جميع حركات التنقل دون إخراج.
سحب مُعدّل جيدًا هو الحاجز الأكثر فعالية ضد خيوط البلاستيك غير المرغوب فيها أثناء تنقلات الرأس.
إعدادات تكميلية في برنامج التقطيع
على الرغم من أن تهيئة السحب هي الخطوة الأكثر أهمية، إلا أن عوامل أخرى في إعداد الطباعة تساهم أيضًا في تقليل stringing. درجة حرارة الفوهة مرتفعة جدًا تجعل الخيط سائلًا بشكل مفرط ومُعرضًا للتسرب؛ خفضها بضع درجات يمكن أن يحدث فرقًا كبيرًا. كذلك، زيادة سرعة التنقلات في الفراغ تجعل الرأس يمر بسرعة أكبر فوق الثغرات، مما يترك وقتًا أقل لتسرب المادة. يشمل العديد من برامج التقطيع وظائف متقدمة مثل سحب في التمشيط (الذي يتجنب عبور المحيطات الخارجية) أو z-hop (الذي يرفع الرأس قليلاً أثناء التنقل)، والتي تمنع احتكاك الفوهة بالقطعة وسحب الخيوط.
إعدادات أخرى يجب مراجعتها:- درجة حرارة الإخراج: تجربة خفض درجة حرارة الـhotend بزيادات 5°C.
- سرعة التنقل: تحديد سرعة عالية لحركات عدم الإخراج.
- وظائف برنامج التقطيع: تفعيل خيارات مثل "Combing" أو "Z Hop" عند توفرها.
عندما تستمر المشكلة
في بعض الأحيان، يستمر stringing على الرغم من تهيئة جميع إعدادات البرنامج. هذا عادةً مؤشر واضح على أن الخيط قد امتص رطوبة من البيئة. يتبخر البلاستيك الرطب داخل الـhotend، مما يخلق فقاعات ويجعل المادة تتدفق بشكل غير منتظم وتتسرب بسهولة. في هذه الحالات، الحل يكمن في تجفيف الخيط باستخدام مجفف أو مصدر حرارة لطيف ومُتحكم فيه. إنها حالة محبطة حيث بدلاً من بناء النموذج، يبدو أن الطابعة تكرس نفسها لنسج شبكة عنكبوتية من البلاستيك حول القطعة. 🔧