Идентификация проблемы
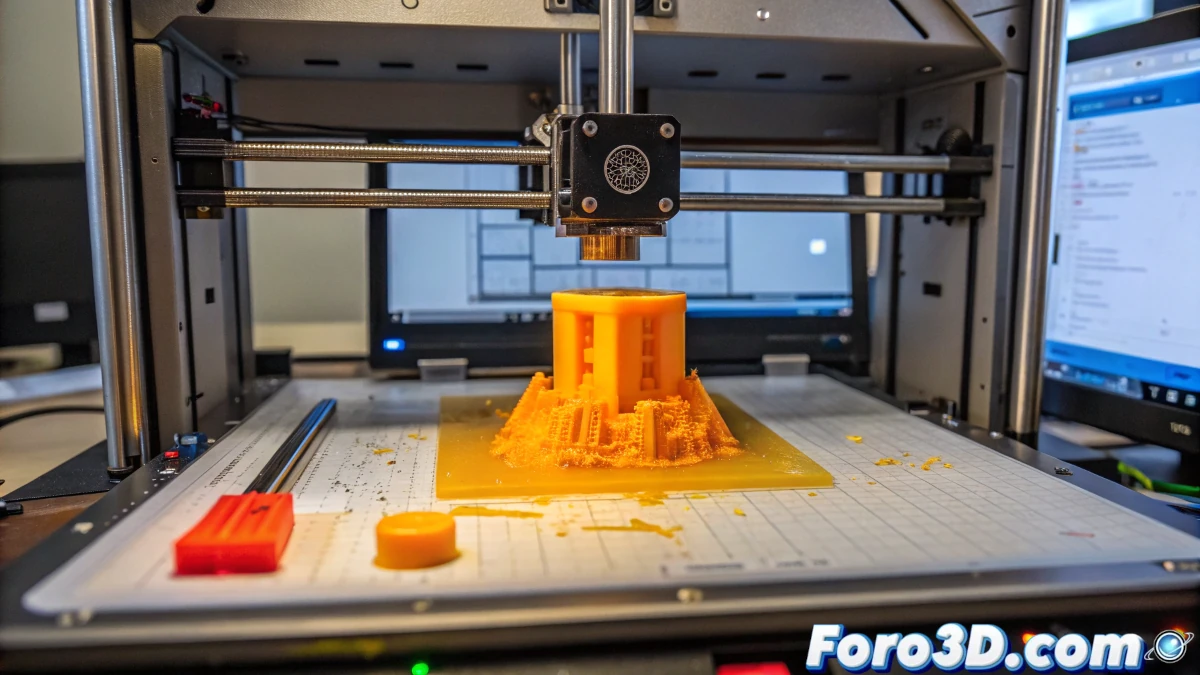
Одна из самых распространенных проблем для тех, кто начинает заниматься 3D-печатью, — это arrastre de filamento. Эта проблема возникает, когда после нескольких правильно напечатанных слоев материал начинает накапливаться на сопле, прилипает к хотэнду и портит печать.
В этом случае пользователь с принтером Ender и филаментом PETG столкнулся с этой неприятностью, что указывает на то, что могут происходить несколько причин одновременно.
Возможные причины и решения
Неправильная калибровка стола
Сопло, расположенное слишком близко к столу, может затруднить экструзию материала и вызвать накопления.
- Использовать лист бумаги для ручной калибровки стола.
- Перемещать nozzle в каждый угол и проверять, чтобы трение было легким и равномерным.
- Регулировать винты, пока не будет достигнута равномерная калибровка.
Температура хотэнда и стола
PETG требует более высокой температуры, чем PLA, но неправильная настройка может вызвать проблемы.
- Повысить температуру хотэнда на 5°C. Если работаете при 230°C, попробуйте 235-240°C.
- Настроить температуру нагреваемого стола на около 70°C для улучшения адгезии.
- Нанести laca Nelly или специальные клеи для лучшей фиксации детали.
Избыток экструдируемого материала
Если экструдер проталкивает больше филамента, чем нужно, он может накапливаться на сопле и вызывать arrastre.
- Уменьшить поток филамента в слайсере до 90-95%.
- Снизить скорость печати до 40 мм/с для лучшего нанесения материала.
Частичная засоренность сопла
Если сопло периодически забивается, филамент может останавливаться и вызывать накопления.
- Проверить, не забито ли сопло частично.
- Произвести очистку с помощью филамента для чистки или методом cold pull.
Недостаточное охлаждение
PETG требует меньше охлаждения, чем PLA, но неправильный поток воздуха может повлиять на качество печати.
- Проверить вентилятор слоев и отрегулировать его мощность.
- На некоторых принтерах может потребоваться уменьшить использование вентилятора для улучшения адгезии между слоями.
Заключение
Arrastre de filamento в 3D-печати может быть вызван множеством факторов, от неправильной калибровки до проблем с экструзией или температурой. Лучшая стратегия — настраивать каждый параметр по отдельности и проводить тесты, пока не будет достигнута оптимальная печать.
С этими настройками можно улучшить качество печати и уменьшить сбои, связанные с накоплением материала на сопле.