Как избежать засора гибкого филамента в прямых экструдере
Хотя прямые экструдеры лучше справляются с гибкими материалами, такими как TPU, они не застрахованы от засоров. Основная проблема возникает, когда филамент не следует прямому и ограниченному пути от катушки до шестерни. Путь с изгибами или люфтами позволяет TPU сгибаться во время движений принтера, запутываясь и останавливая работу. 🚫
Оптимизация пути филамента имеет решающее значение
Самое эффективное решение — максимально сократить и выровнять путь материала. Внедрение прямой и короткой направляющей предотвращает пространство для изгиба филамента и создание механической блокировки.
Шаги для правильного направления филамента:- Использовать короткую трубку PTFE, жестко соединяющую вход экструдера с фиксированной точкой опоры. Эта трубка должна быть идеально выровнена с осью подачи.
- Разместить катушку как можно ближе к печатающей головке. Держатель катушки, установленный сбоку на раме принтера, — идеальный вариант для сокращения длины свободного филамента.
- Убедиться, что весь путь от катушки до тянущей шестерни свободен от препятствий и не позволяет материалу отклоняться от заданного пути.
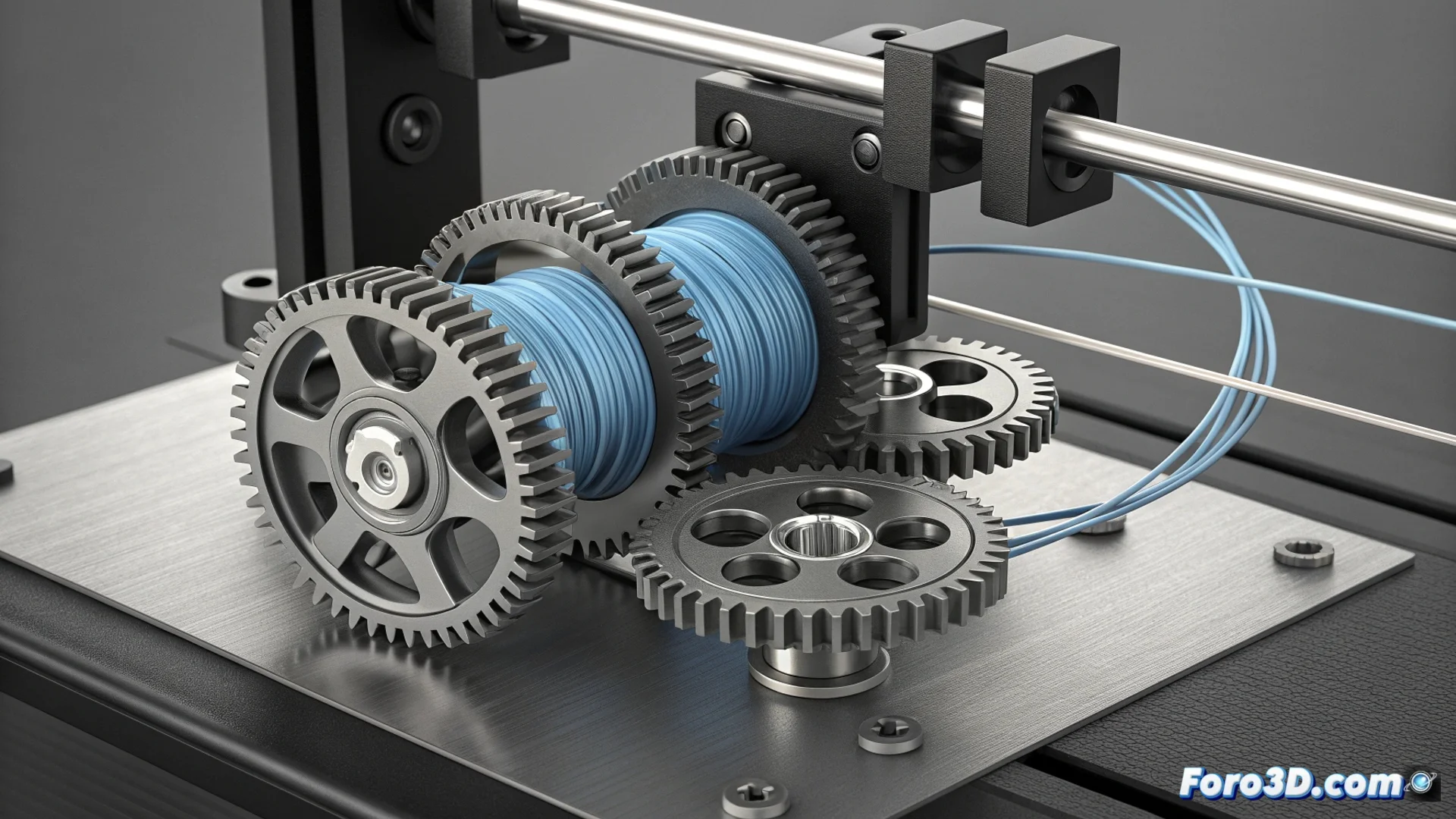
Плохо направленный гибкий филамент склонен создавать скульптуру вокруг шестерен, а не течь к соплу.
Настройка ретракции для мягких материалов
Настройка параметров ретракции в слайсере — второй ключевой фактор для предотвращения засоров. Для TPU эти настройки должны быть очень консервативными, чтобы избежать сжатия и изгиба филамента внутри экструдера.
Ключевые настройки в программном обеспечении слайсера:- Сократить расстояние ретракции до минимума, обычно 0.5–1 мм. Чрезмерная ретракция — основная причина запутывания.
- Уменьшить скорость ретракции ниже 25 мм/с. Низкая скорость позволяет перемещать гибкий материал более контролируемо и безопасно.
- Рассмотреть отключение ретракции для движений заполнения или при использовании функции "combing", что еще больше снижает ненужное движение филамента внутри экструдера.