첫 번째 레이어 부착 문제 해결 방법
3D 인쇄 시 가장 흔한 문제 중 하나는 초기 플라스틱이 플랫폼에 붙지 않는 것입니다. 이는 사용 중인 재료에 적합하지 않은 온도 범위 때문입니다. 이를 수정하기 위한 첫 번째 단계는 기계 지시 파일을 확인하는 것입니다. 🛠️
지시 파일의 열 매개변수 확인
열을 제어하는 명령은 기본적입니다. M140 및 M190 코드는 베이스를 지정된 온도에 가열하고 도달할 때까지 기다립니다. 반면 M104 및 M109는 압출기 헤드의 열을 관리합니다. 이러한 숫자가 필라멘트와 베드의 필요 사항과 맞지 않으면 재료가 제대로 녹지 않거나 너무 빨리 식어 부착되지 않습니다.
G-Code 검사 단계:- 일반 텍스트 편집기로 파일을 열고 M140, M190, M104, M109로 시작하는 줄을 찾으세요.
- 값 해석: M140 S60은 베이스를 60°C로 가열하라는 명령이며, M190 S60은 해당 지점에 도달할 때까지 기다리라는 명령입니다.
- 핫엔드의 경우, M104 S200은 200°C로 가열을 시작하고, M109 S200은 해당 온도가 안정될 때까지 프로세스를 중지합니다.
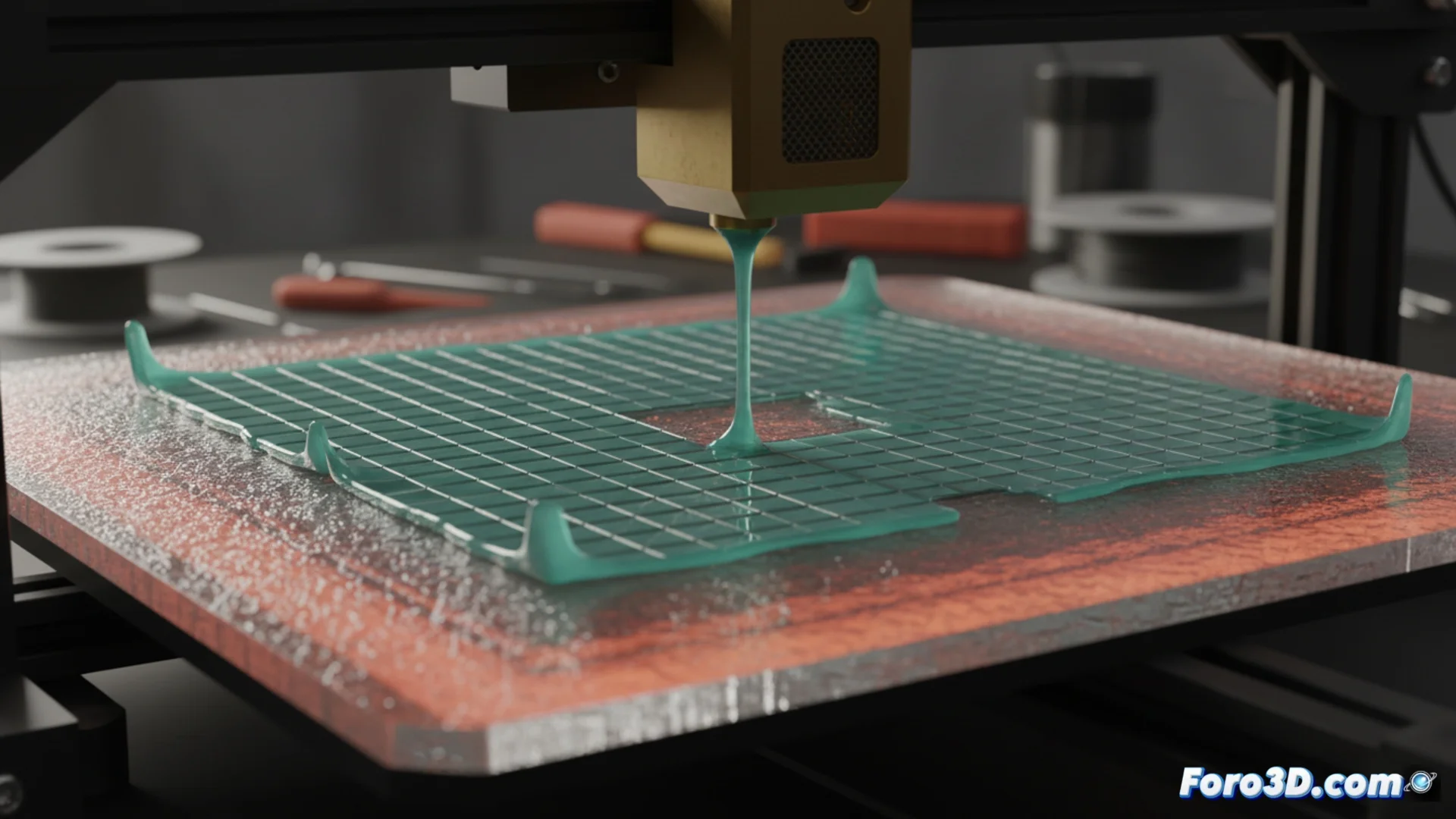
부착되지 않는 모델은 프린터를 플라스틱 스파게티 공장으로 바꾸며, 노즐에 붙어 이동하는 원치 않는 조각품이 됩니다.
재료에 맞게 열 설정
각 플라스틱 유형과 표면은 최적의 부착을 위해 다른 열 조정이 필요합니다. 일반적인 값을 사용하는 것은 흔한 실패 원인입니다.
권장 온도 범위:- PLA 필라멘트의 경우 베이스를 50~65도, 압출기를 190~220도로 조정하세요.
- ABS로 인쇄할 경우 베이드는 더 많은 열이 필요하며 보통 90~110도, 핫엔드는 230~250도입니다.
- slicer 설정에서 이러한 값을 수정한 후 새 G-Code 파일을 생성하고 다시 테스트하세요.
중요한 보완 조치
온도를 보정하는 것 외에도 베이스 표면을 청소하는 것이 필수적입니다. 이소프로필 알코올로 스펀지를 닦아 지방, 먼지, 잔여물을 제거하면 플라스틱이 부착되는 방식을 방해하는 요소를 없앨 수 있습니다. 정밀한 열 조정과 깨끗한 베드를 결합하는 것이 첫 번째 레이어가 완벽하게 부착되도록 하고 인쇄 실패를 피하는 가장 효과적인 공식입니다. ✅