3Dプリントでの押出問題の解決
3Dプリンターが必要な量より少ないか多い素材を堆積させると、モデルの完全性と詳細を損なう欠陥が発生します。ハードウェアとソフトウェアを正確に調整することが、最適な結果を得るための鍵です。🛠️
エクストルーダーモーターのステップを設定
押し出されるフィラメントの量を修正するための最初のステップは、ミリメートルあたりのステップ(E-steps)のキャリブレーションです。このパラメータは、プラスチック素材を正確に1ミリメートル進めるためにモーターがどれだけ回転するかを制御します。不正確な値は、モーターが多すぎるか少なすぎる回転を引き起こします。
キャリブレーションの手順:- エクストルーダー入口から既知の距離でフィラメントに線をマークします。
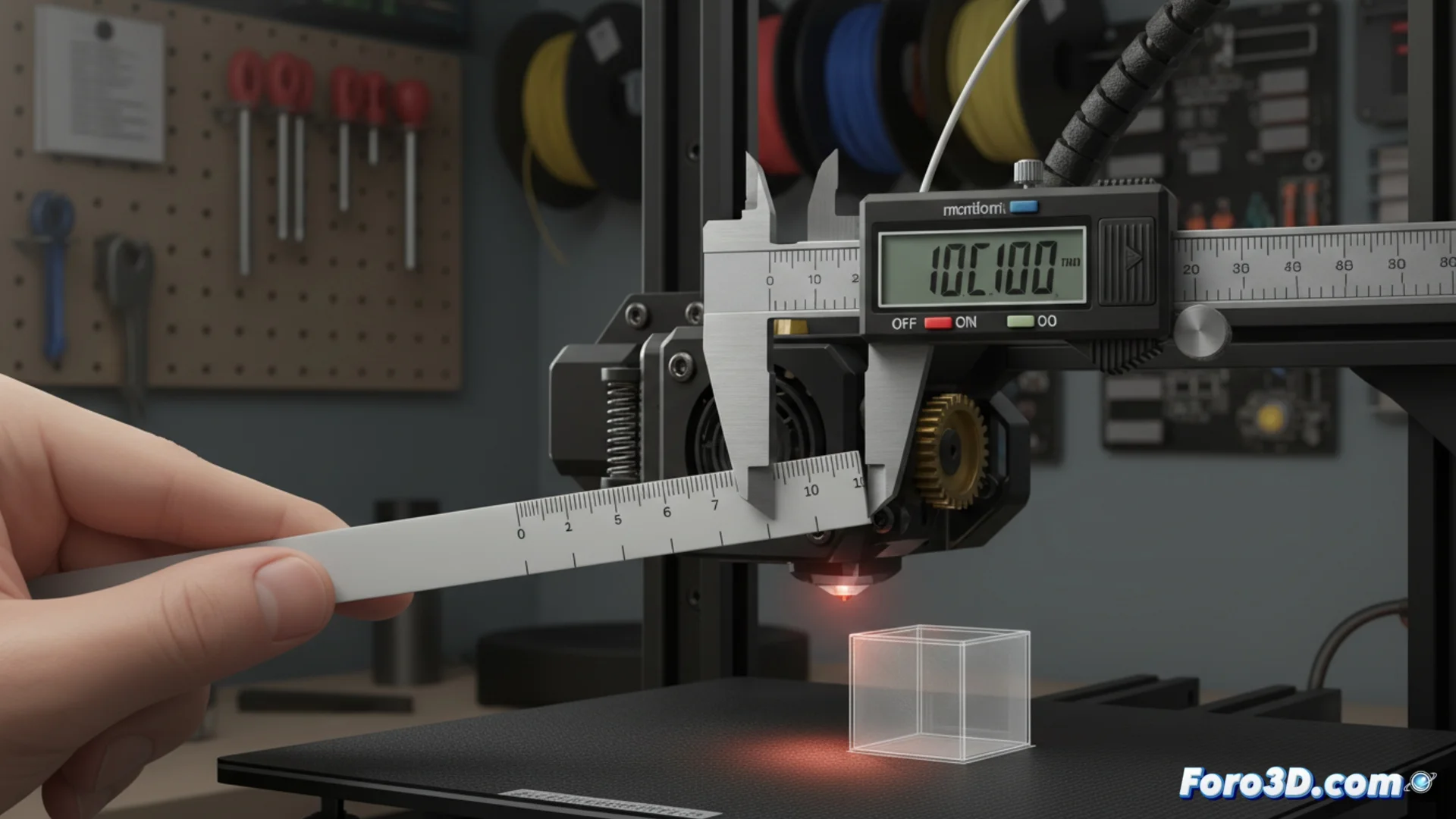
- プリンターに特定の長さ、例えば100ミリメートルを押出するよう命令します。
- コマンド実行後にフィラメントのマークが実際にどれだけ移動したかを測定します。
- 測定された距離が命令されたものと一致するまで、マシンのファームウェアでE-stepsの値を修正します。
キャリブレーションされていないエクストルーダーは、細部に富んだドラゴンを溶けているような不定形のフィギュアに変えてしまいます。
スライサーソフトウェアでのフローの調整
ハードウェアを設定した後、スライサーでフロー乗数パラメータを確認する必要があります。この調整はflowまたはextrusion multiplierと呼ばれ、フィラメントの直径のわずかな変動やホットエンド内の圧力を補正します。
フローを検証する方法:- 単壁で内部フィラメントなしのテストキューブを印刷します。
- キャリパーで印刷された壁の実際の厚さを測定します。
- この測定値をスライサーの設定で定義されたライン幅と比較します。
- 測定された厚さが設定された幅と一致するまでフローのパーセンテージを修正します。正しい値は均一で一貫した壁を実現します。
キャリブレーションを行わない場合の結果
これらの調整を無視すると、素材不足による弱い層や、詳細を隠すプラスチック過多の部品が生じます。エクストルーダーのキャリブレーションとフローの確認は、プリンターが最大精度で動作し、デジタルファイルを高品質な物理オブジェクトに変換することを保証する基本的なプロセスです。✅