問題の特定
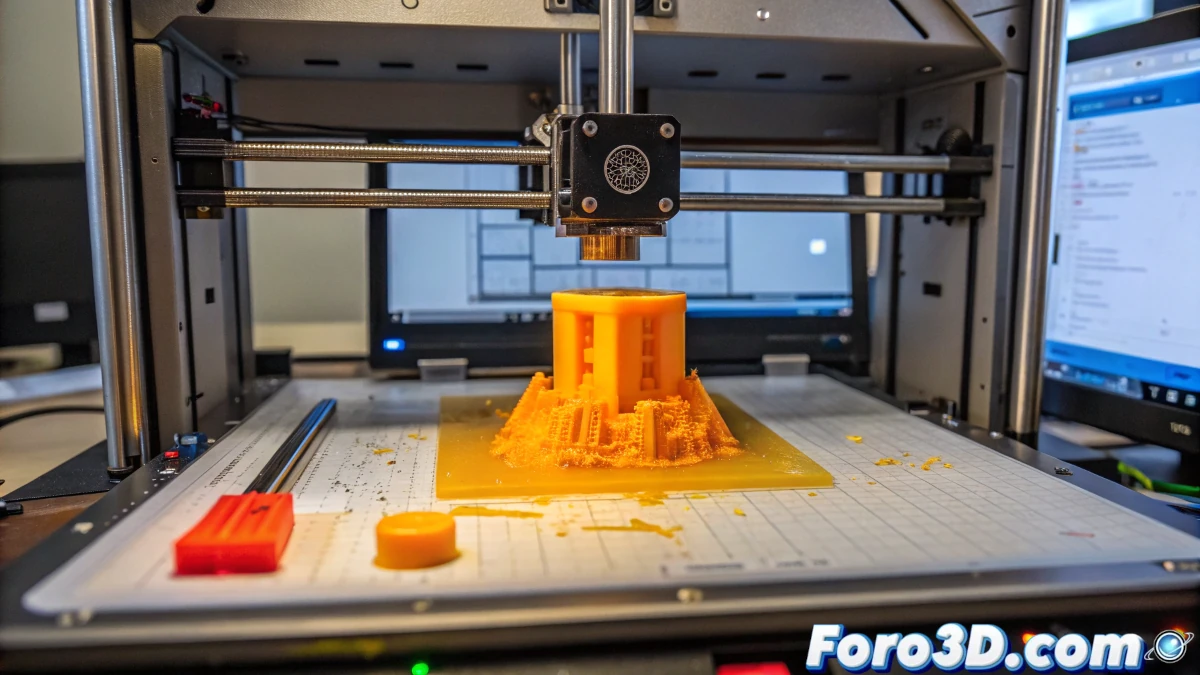
3Dプリントを始める人にとって最も一般的な課題の一つがフィラメントの引きずりです。この問題は、数層正しくプリントされた後、材料がノズルに蓄積し、ホットエンドに付着してプリントを台無しにします。
この場合、Enderを使用し、PETGフィラメントのユーザーがこの問題を経験しており、複数の原因が同時に発生している可能性を示しています。
考えられる原因と解決策
ベッドの不適切なレベリング
ノズルがベッドに近すぎると、材料の押し出しが難しくなり、蓄積が発生します。
- ベッドを手動でレベリングするために紙のシートを使用します。
- ノズルを各コーナーに移動し、摩擦が軽く均一であることを確認します。
- 均一なレベリングを得るまでネジを調整します。
ホットエンドとベッドの温度
PETGはPLAよりも高い温度を必要としますが、不適切な設定は問題を引き起こします。
- ホットエンドの温度を5°C刻みで上げます。230°Cで作業している場合、235-240°Cを試します。
- 接着性を改善するためにヒーテッドベッドの温度を約70°Cに調整します。
- 部品の固定を保証するためにネリーのワックスや特定の接着剤を適用します。
過剰な材料押し出し
エクストルーダーが必要なよりも多くのフィラメントを押し出すと、ノズルに蓄積し、引きずりが発生します。
- スライサーでフィラメントの流量を90-95%に減らします。
- 材料のより良い堆積を可能にするためにプリント速度を40 mm/sに下げます。
ノズルの部分的な詰まり
ノズルが断続的に詰まると、フィラメントが止まり、蓄積を引き起こします。
- ノズルが部分的に詰まっていないことを確認します。
- クリーニングフィラメントやコールドプル法でクリーニングを行います。
不適切な冷却
PETGはPLAよりも少ない冷却を必要としますが、不適切な空気流はプリント品質に影響します。
- レイヤーファンを確認し、その出力を調整します。
- 一部のプリンターでは、レイヤー間の接着性を改善するためにファンの使用を減らす必要があります。
結論
3Dプリント時のフィラメントの引きずりは、不適切なレベリングから押し出しや温度の問題まで、複数の要因によるものです。最善の戦略は各パラメータを個別に調整し、最適なプリントを達成するまでテストすることです。
これらの調整により、プリントの品質を向上させ、ノズルへの材料蓄積に関連する故障を減らすことが可能です。