Comment éviter que le filament flexible s'encrasse dans les extrudeurs directs
Bien que les extrudeurs directs gèrent mieux les matériaux flexibles comme le TPU, ils ne sont pas exempts de bourrages. Le problème principal se produit lorsque le filament ne suit pas un trajet droit et restreint depuis la bobine jusqu'au pignon. Un chemin avec des courbes ou des jeux permet au TPU de se plier pendant les mouvements de l'imprimante, s'emmêlant et arrêtant le travail. 🚫
Optimiser le trajet du filament est crucial
La solution la plus efficace est de raccourcir et redresser au maximum le parcours du matériau. Implémenter un guide droit et court évite que le filament trouve de l'espace pour se courber et créer un blocage mécanique.
Étapes pour guider le filament correctement :- Utiliser un tube PTFE court qui connecte de manière rigide l'entrée de l'extrudeur à un point de support fixe. Ce tube doit être parfaitement aligné avec l'axe d'avancement.
- Placer la bobine le plus près possible de la tête d'impression. Un porte-bobine monté sur le côté du cadre de l'imprimante est l'option idéale pour réduire la longueur de filament libre.
- S'assurer que tout le trajet, depuis la bobine jusqu'au pignon de traction, soit libre d'obstacles et n'autorise pas le matériau à sortir de son chemin désigné.
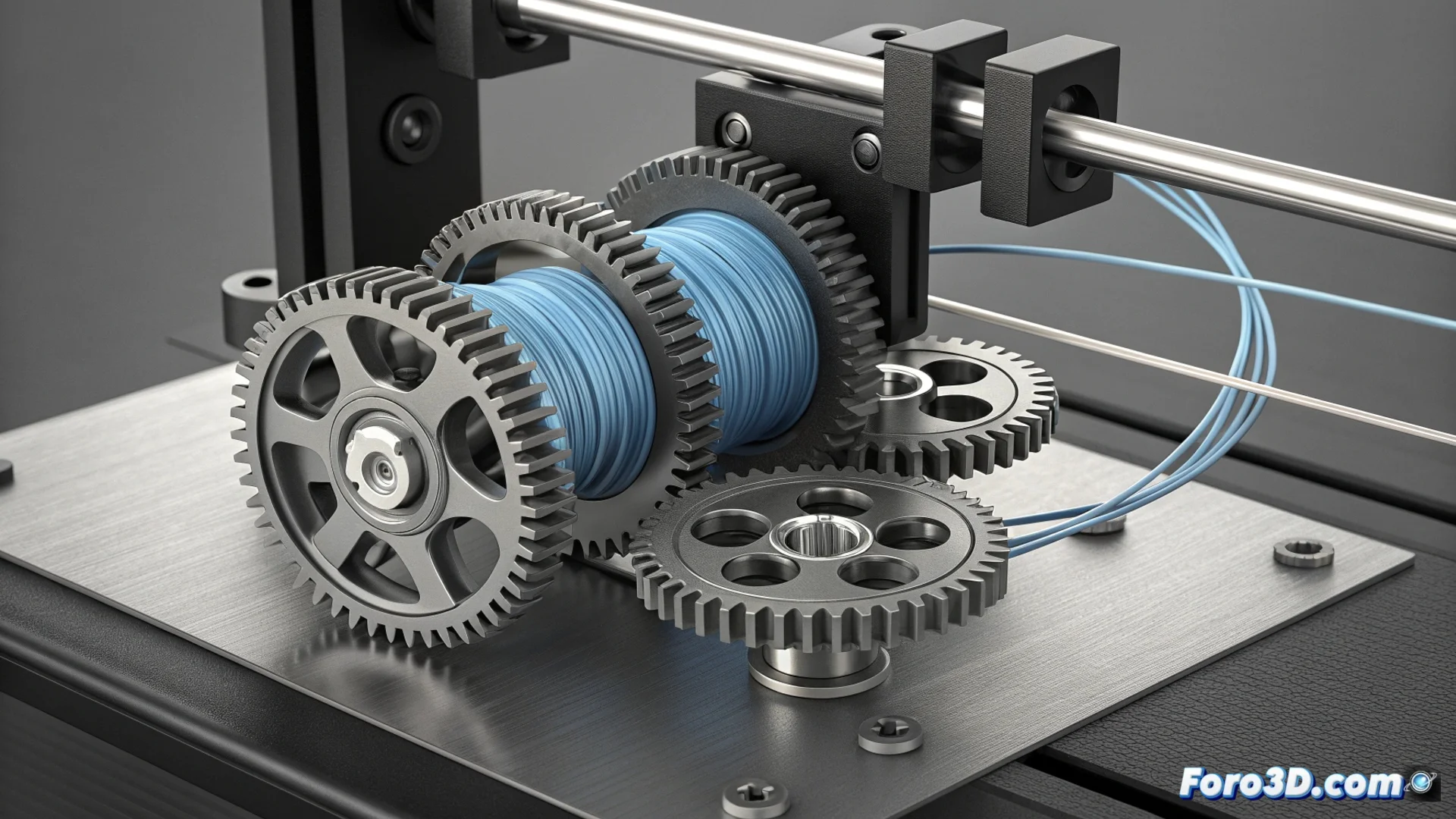
Un filament flexible mal guidé a plus tendance à créer une sculpture autour des pignons qu'à couler vers la buse.
Ajuster la rétraction pour les matériaux mous
Configurer les paramètres de rétraction dans le slicer est le deuxième pilier pour prévenir les bourrages. Pour le TPU, ces réglages doivent être très conservateurs pour éviter que le filament se comprime et se plie à l'intérieur de l'extrudeur.
Réglages clés dans le logiciel de slicage :- Réduire la distance de rétraction au minimum nécessaire, typiquement entre 0,5 et 1 mm. Une rétraction excessive est la cause principale des enchevêtrements.
- Diminuer la vitesse de rétraction en dessous de 25 mm/s. Une vitesse lente permet de déplacer le matériau flexible de manière plus contrôlée et sûre.
- Envisager de désactiver la rétraction pour les mouvements de remplissage ou en utilisant la fonction "combing", ce qui réduit encore plus le mouvement inutile du filament à l'intérieur de l'extrudeur.