Identifikation des Problems
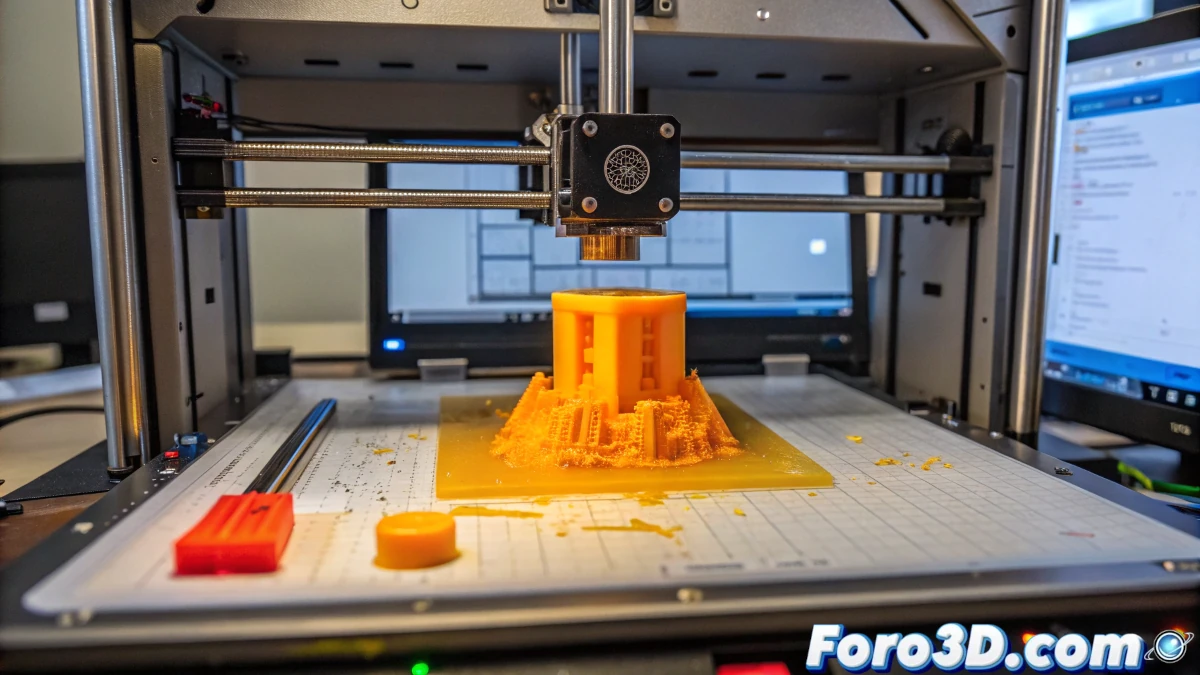
Eine der häufigsten Herausforderungen für Einsteiger in den 3D-Druck ist das Filament-Schleppen. Dieses Problem tritt auf, wenn nach wenigen korrekt gedruckten Schichten das Material an der Düse ansammelt, am Hotend haftet und den Druck ruiniert.
In diesem Fall hat ein Nutzer mit einer Ender und PETG-Filament dieses Problem erlebt, was darauf hindeutet, dass mehrere Ursachen gleichzeitig vorliegen könnten.
Mögliche Ursachen und Lösungen
Falsche Bettnivelierung
Eine Düse, die zu nah am Bett ist, kann die Extrusion des Materials erschweren und Ansammlungen verursachen.
- Ein Papierblatt verwenden, um das Bett manuell zu nivellieren.
- Die Düse in jede Ecke bewegen und überprüfen, ob der Reibungswiderstand leicht und gleichmäßig ist.
- Die Schrauben anpassen, bis eine homogene Nivellierung erreicht ist.
Temperatur des Hotends und des Bettes
PETG erfordert eine höhere Temperatur als PLA, aber eine falsche Einstellung kann Probleme verursachen.
- Die Temperatur des Hotends in 5°C-Schritten erhöhen. Bei 230°C auf 235-240°C testen.
- Die Temperatur des erhitzten Bettes auf etwa 70°C einstellen, um die Haftung zu verbessern.
- Nelly-Lack oder spezielle Kleber auftragen, um eine bessere Fixierung des Bauteils zu gewährleisten.
Zu viel extrudiertes Material
Wenn der Extruder zu viel Filament schiebt, kann es sich an der Düse ansammeln und Schleppen verursachen.
- Den Filamentfluss im Slicer auf 90-95% reduzieren.
- Die Druckgeschwindigkeit auf 40 mm/s verringern, um eine bessere Materialablage zu ermöglichen.
Teilweise Verstopfung der Düse
Wenn die Düse intermittierend verstopft, kann das Filament stoppen und Ansammlungen verursachen.
- Überprüfen, ob die Düse teilweise verstopft ist.
- Eine Reinigung mit einem Reinigungsfilament oder der Cold-Pull-Methode durchführen.
Unzureichende Kühlung
PETG benötigt weniger Kühlung als PLA, aber ein unzureichender Luftstrom kann die Druckqualität beeinträchtigen.
- Den Lagenventilator überprüfen und seine Leistung anpassen.
- Bei einigen Druckern kann es notwendig sein, die Ventilatornutzung zu reduzieren, um die Schichtadhäsion zu verbessern.
Schlussfolgerung
Das Filament-Schleppen beim 3D-Druck kann auf mehrere Faktoren zurückzuführen sein, von falscher Nivellierung bis hin zu Problemen mit Extrusion oder Temperatur. Die beste Strategie ist, jeden Parameter einzeln anzupassen und Tests durchzuführen, bis ein optimaler Druck erreicht ist.
Mit diesen Anpassungen ist es möglich, die Druckqualität zu verbessern und Fehler durch Materialansammlung an der Düse zu reduzieren.