解决3D打印挤出问题
当3D打印机沉积的材料少于或多于所需时,会产生缺陷,影响模型的完整性和细节。精确调整硬件和软件是获得最佳结果的关键。🛠️
配置挤出机电机的步数
纠正推动的灯丝量的第一步是校准每毫米步数 (E-steps)。此参数控制电机旋转多少以精确推进一毫米塑料材料。不准确的值会导致电机旋转过多或过少。
校准过程:- 在灯丝上标记一条已知距离的线,从挤出机入口开始。
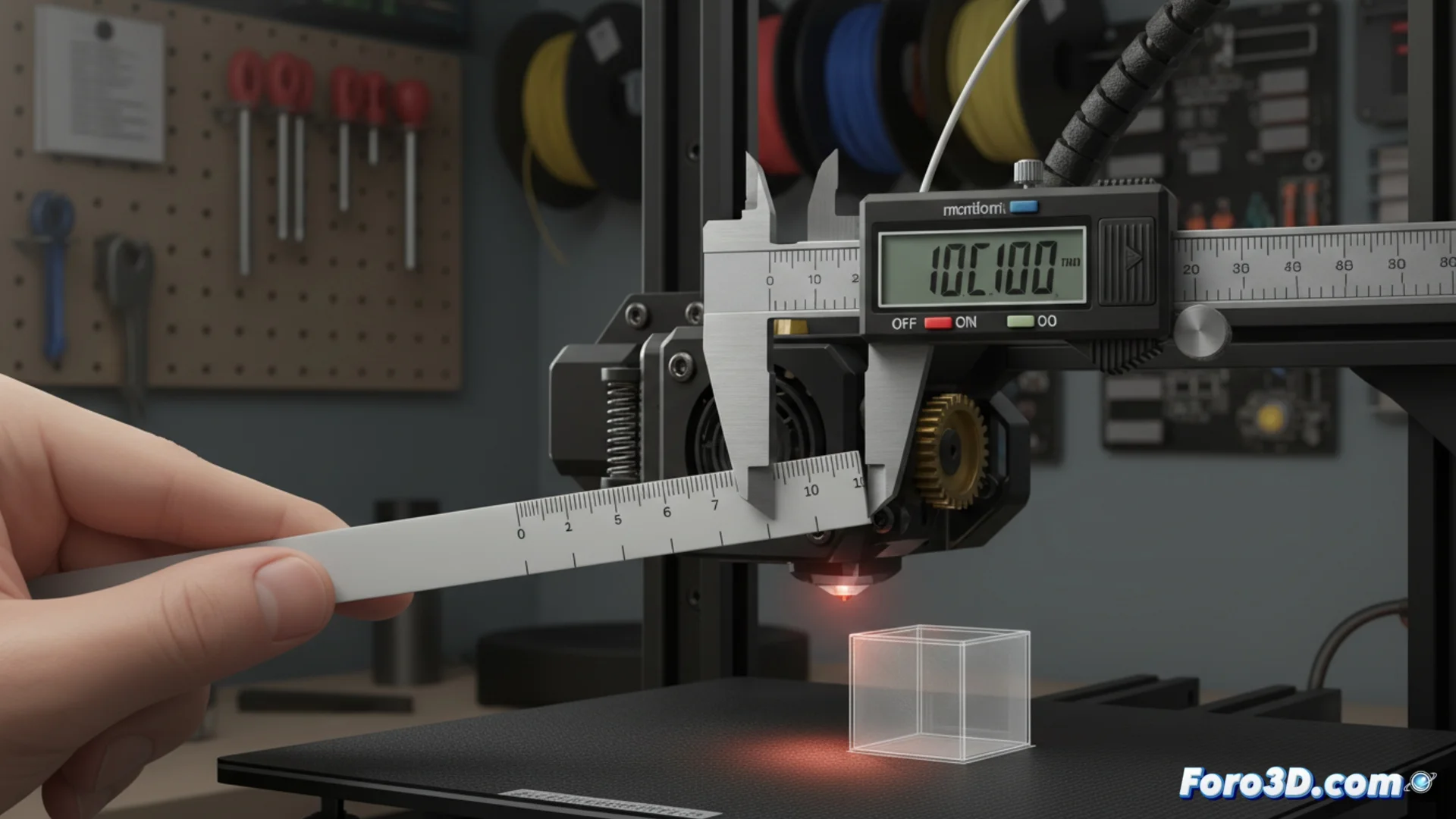
- 命令打印机挤出特定长度,例如100毫米。
- 测量命令后灯丝标记实际移动的距离。
- 修改机器固件中的E-steps值,直到测量的距离与命令一致。
未校准的挤出机可以将充满细节的龙变成模糊的形状,仿佛在融化。
在切片软件中调整流量
配置硬件后,需要检查切片器中的流量倍增器参数。此调整称为flow或extrusion multiplier,补偿灯丝直径或热端内压力的细微变化。
验证流量的方法:- 打印一个单壁无内部填充的测试立方体。
- 使用卡尺测量打印墙的实际厚度。
- 将此测量与切片器配置中定义的线宽比较。
- 修改流量百分比,直到测量的厚度等于配置的宽度。正确的值会产生均匀一致的墙。
不校准的后果
忽略这些调整会产生由于材料不足而导致层弱,或过多塑料隐藏细节的零件。校准挤出机并检查流量是确保打印机以最大精度工作的基本过程,将数字文件转化为高质量物理对象。✅