تحديد المشكلة
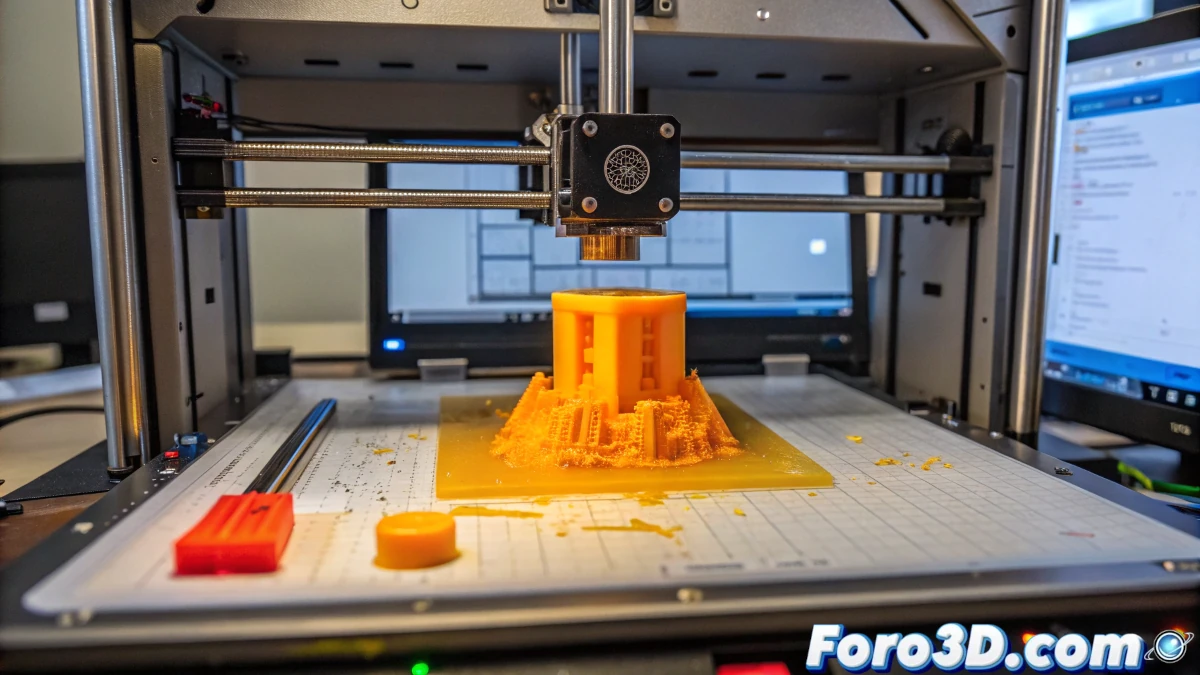
واحدة من التحديات الأكثر شيوعًا لمن يبدأون في الطباعة ثلاثية الأبعاد هي سحب الخيط. تحدث هذه المشكلة عندما، بعد بضع طبقات مطبوعة بشكل صحيح، يبدأ المادة في التراكم في الفوهة، تلتصق بالـhotend وتفسد الطباعة.
في هذه الحالة، قام مستخدم بـEnder وخيط PETG بتجربة هذا الإزعاج، مما يشير إلى أن عدة أسباب قد تكون تحدث في الوقت نفسه.
الأسباب المحتملة والحلول
تسوية غير صحيحة للمنصة
فوهة قريبة جدًا من المنصة قد تعيق خروج المادة وتولد تراكمات.
- استخدام ورقة ورق لتسوية المنصة يدويًا.
- نقل الـnozzle إلى كل زاوية والتحقق من أن الاحتكاك خفيف ومنتظم.
- ضبط البراغي حتى الحصول على تسوية متجانسة.
درجة حرارة الـhotend ودرجة حرارة المنصة
يحتاج الـPETG إلى درجة حرارة أعلى من PLA، لكن ضبط غير صحيح قد يولد مشاكل.
- رفع درجة حرارة الـhotend بزيادات 5°C. إذا كان العمل عند 230°C، جرب 235-240°C.
- ضبط درجة حرارة الـمنصة الساخنة إلى حوالي 70°C لتحسين الالتصاق.
- تطبيق لك Nelly أو مواد لاصقة خاصة لضمان تثبيت أفضل للقطعة.
زيادة في كمية المادة المخرجة
إذا كان المخرج يدفع خيطًا أكثر من اللازم، فقد يتراكم في الفوهة ويولد سحبًا.
- تقليل تدفق الخيط في الـslicer إلى 90-95%.
- تقليل سرعة الطباعة إلى 40 مم/ث للسماح بإيداع أفضل للمادة.
انسداد جزئي للفوهة
إذا انسدت الفوهة بشكل متقطع، قد يتوقف الخيط ويسبب تراكمات.
- التحقق من أن الفوهة غير مسدودة جزئيًا.
- إجراء تنظيف بخيط تنظيف أو طريقة cold pull.
تبريد غير مناسب
يحتاج الـPETG إلى تبريد أقل من PLA، لكن تدفق هواء غير مناسب قد يؤثر على جودة الطباعة.
- مراجعة مروحة الطبقة وضبط قوتها.
- في بعض الطابعات، قد يكون من الضروري تقليل استخدام المروحة لتحسين الالتصاق بين الطبقات.
الخاتمة
يمكن أن يكون سحب الخيط في الطباعة ثلاثية الأبعاد بسبب عوامل متعددة، من تسوية غير صحيحة إلى مشاكل في الإخراج أو درجة الحرارة. أفضل استراتيجية هي ضبط كل معامل بشكل فردي وإجراء اختبارات حتى الحصول على طباعة مثالية.
مع هذه الضبطيات، من الممكن تحسين جودة الطباعات وتقليل الأعطال المرتبطة بتراكم المادة في الفوهة.