حل مشكلة انسداد الفوهة وعدم الإخراج بشكل صحيح
عندما تنسد الفوهة أو لا يخرج الخيط بشكل متساوٍ، تتعطل الطباعة. تترجم هذه الأعطال إلى طبقات تحتوي على قليل من المادة، خطوط متقطعة أو مناطق ينقص فيها البلاستيك تمامًا. لاستعادة الأداء الأمثل، يجب تحديد السبب والتصرف بدقة. 🛠️
تحديد سبب فشل الإخراج
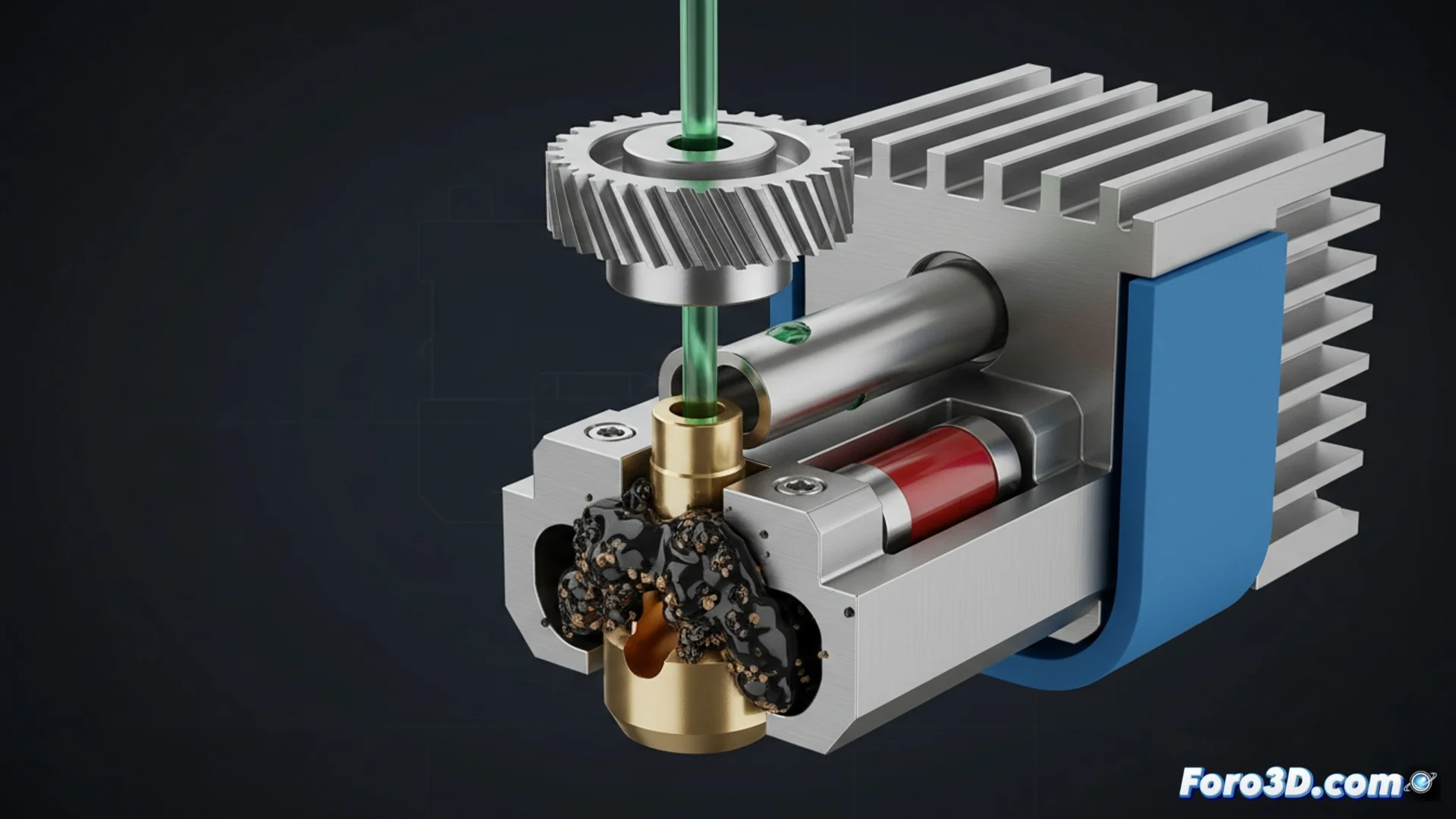
يبدأ التشخيص بمراجعة العوامل الرئيسية. درجة حرارة منخفضة في الرأس الساخن تمنع ذوبان البلاستيك بشكل صحيح. كما يجب التحقق من أن آلية الإخراج تمارس قوة كافية وأن إعداد الخطوات لكل مليمتر صحيح. افحص فتحة الفوهة؛ أحيانًا تسد ببقايا محترقة من أخيطة قديمة أو جزيئات أوساخ تمنع المرور.
النقاط الحرجة التي يجب التحقق منها:- درجة حرارة الرأس الساخن: اضبطها وفقًا لمواصفات المادة التي تستخدمها.
- ضغط الإخراج: تأكد من أن الترس لا ينزلق ويدفع بشكل مستمر.
- حالة الفوهة: ابحث بصريًا عن انسدادات أو بقايا في الطرف.
طابعة تتوقف عن الإخراج تشبه أداة في إضراب؛ تحتاج إلى صيانة وتعديل لتعود إلى الإنتاج بدقة.
الإجراءات للتنظيف وإعادة المعايرة
للإزالة الانسداد، يمكنك استخدام الطريقة الباردة بإبرة فولاذية أو الطريقة الساخنة باستخدام خيط نايلون كمنظف. من الضروري أن يكون أنبوب PTFE مقطوعًا بشكل مثالي ومثبتًا جيدًا ضد الفوهة حتى لا يتسرب البلاستيك داخليًا ويسبب انسدادًا. بالإضافة إلى ذلك، معايرة مضاعف الإخراج في برنامج التقطيع أمر أساسي؛ قيمة خاطئة ستؤدي إلى خروج بلاستيك أقل من اللازم.
الإجراءات لاستعادة التدفق:- تنظيف الرأس الساخن: قم بتطهير ساخن أو إزالة انسداد بأدوات دقيقة.
- مراجعة التجميع: تأكد من أن جميع قطع مجموعة الإخراج مثبتة جيدًا ومحاذاة.
- ضبط التدفق في البرنامج: عدّل مضاعف الإخراج للتعويض وتحقيق التدفق الصحيح.
الخاتمة لتجنب المشكلات المستقبلية
حل انسداد الفوهة أو الإخراج غير المنتظم يعتمد على تشخيص منهجي وصيانة منتظمة. بتنظيف الرأس الساخن، والتحقق من درجة الحرارة، ومعايرة معلمات التدفق، يمكنك منع طابعاتك من "القرار" بصنع منحوتات تجريدية بدلاً من القطعة التي صممتها. الحفاظ على هذه العناصر تحت السيطرة هو المفتاح لطباعات متسقة وعالية الجودة. ✅